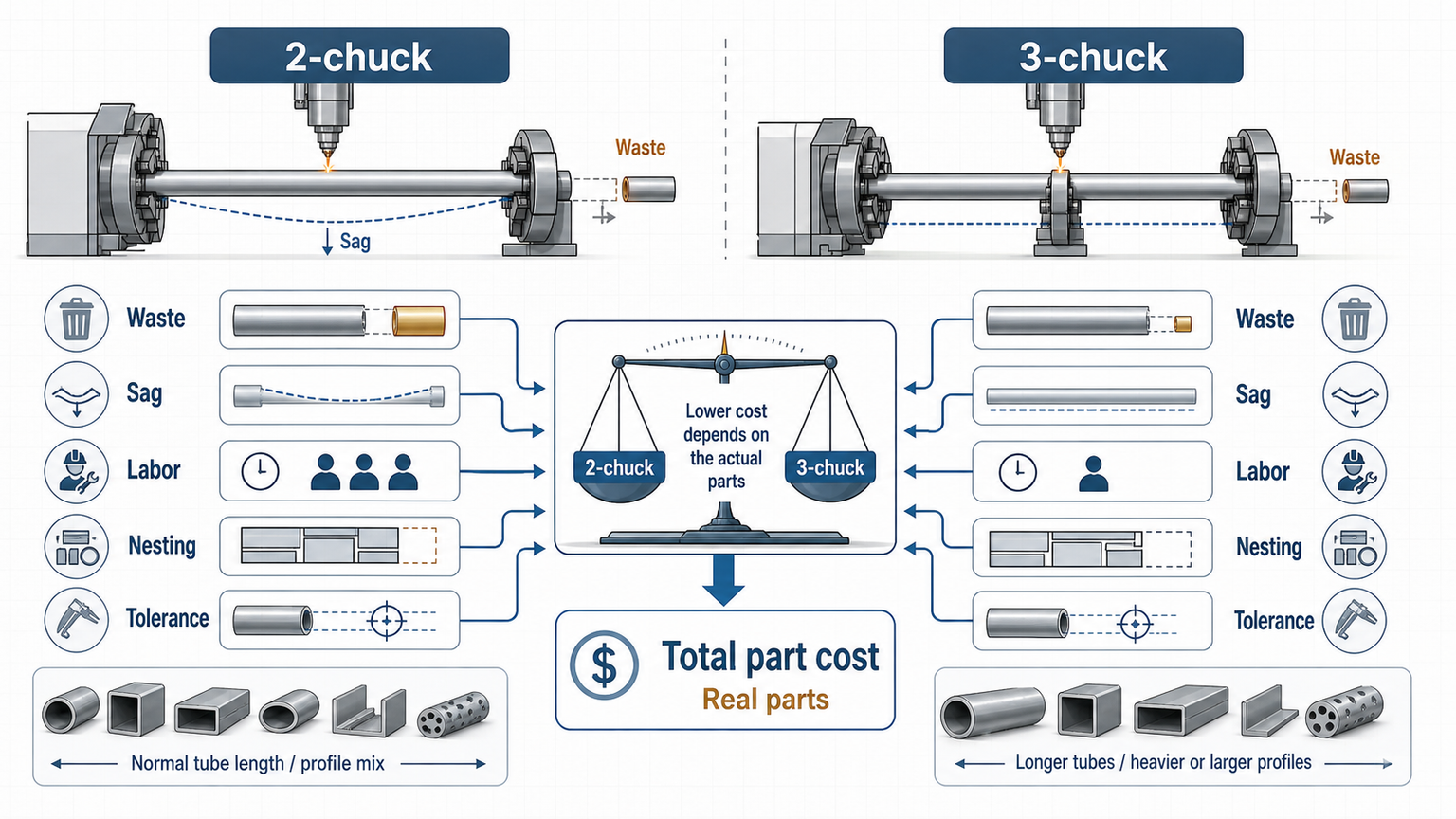
Choose a 2-chuck laser tube cutter for standard tube work with simpler handling, and choose a 3-chuck laser tube cutter when long, heavy, slender, or tail-sensitive jobs drive your total part cost. The biggest deciding factor is not the chuck count by itself. It is total part cost, which comes from remnant waste, tube support, labor, cycle time, precision risk, and machine cost.
I tell buyers to start with their own drawings, tube stock length, wall thickness, material price, and order mix. Then ask each supplier for a nesting study and a sample cut report. That gives you a real comparison instead of a catalog argument.
| Dimension | 2-chuck laser tube cutter | 3-chuck laser tube cutter |
|---|---|---|
| Main fit | Standard tube work and shorter profiles | Long, heavy, thin-wall, slender, or tail-sensitive work |
| Mechanical complexity | Simpler configuration | More chuck/support control |
| Tube support | Higher risk when unsupported span becomes long | Can reduce unsupported span, depending on machine design |
| Remnant and tailing | May leave more remnant, depending on design | Can reduce tailing/remnant, depending on chuck handoff and nesting |
| Precision risk | More sensitive to sag and vibration on long spans | Can improve repeatability when it controls sag and vibration |
| Buying proof to request | Standard nesting result and sample cut report | Minimum tailing by profile, chuck mode, and sample inspection data |
Which configuration gives lower total part cost?
The lower-cost choice is the one that produces the lowest total part cost on your real parts, not the one with fewer or more chucks. A 2-chuck machine can make sense when tube length, profile mix, and tolerance needs are normal. A 3-chuck machine can make sense when remnant waste, sag, handling labor, or end-of-tube nesting changes your cost per finished part.
I look at total part cost in this order:
- Tube material cost per stock length.
- Minimum remnant or tailing length by tube profile.
- Number of saleable parts per tube after nesting.
- Cycle time for the real part family.
- Scrap risk from sag, vibration, or inaccurate hole position.
- Labor needed for loading, unloading, sorting, and rework.
- Machine quote, maintenance items, consumables, and safety package.
The 3-chuck option does not automatically win on ROI. It can reduce waste when the chuck handoff and cutting sequence allow shorter tailing. But the exact number depends on machine design, tube length, nesting, material price, and profile mix.
The 2-chuck option does not automatically win on lifetime cost either. It uses a simpler configuration, but if your work leaves costly remnants or needs more operator correction, the purchase price alone can mislead you.
On our factory floor, I often see buyers bring one “typical” drawing. I ask for the awkward drawings too. The long tube with holes near the end, the thin-wall part that shakes, and the mixed batch with short nested parts usually reveal the real cost.
Which configuration supports long or heavy tubes better?
A 3-chuck configuration usually gives better support for long, heavy, thin-wall, or slender tubes because the extra chuck or support point can reduce unsupported span. This matters because beam deflection rises strongly as span increases. In the standard simply supported beam formula, midpoint deflection is proportional to L^4, as shown in the engineering deflection relationship δ = 5qL^4 / 384EI.
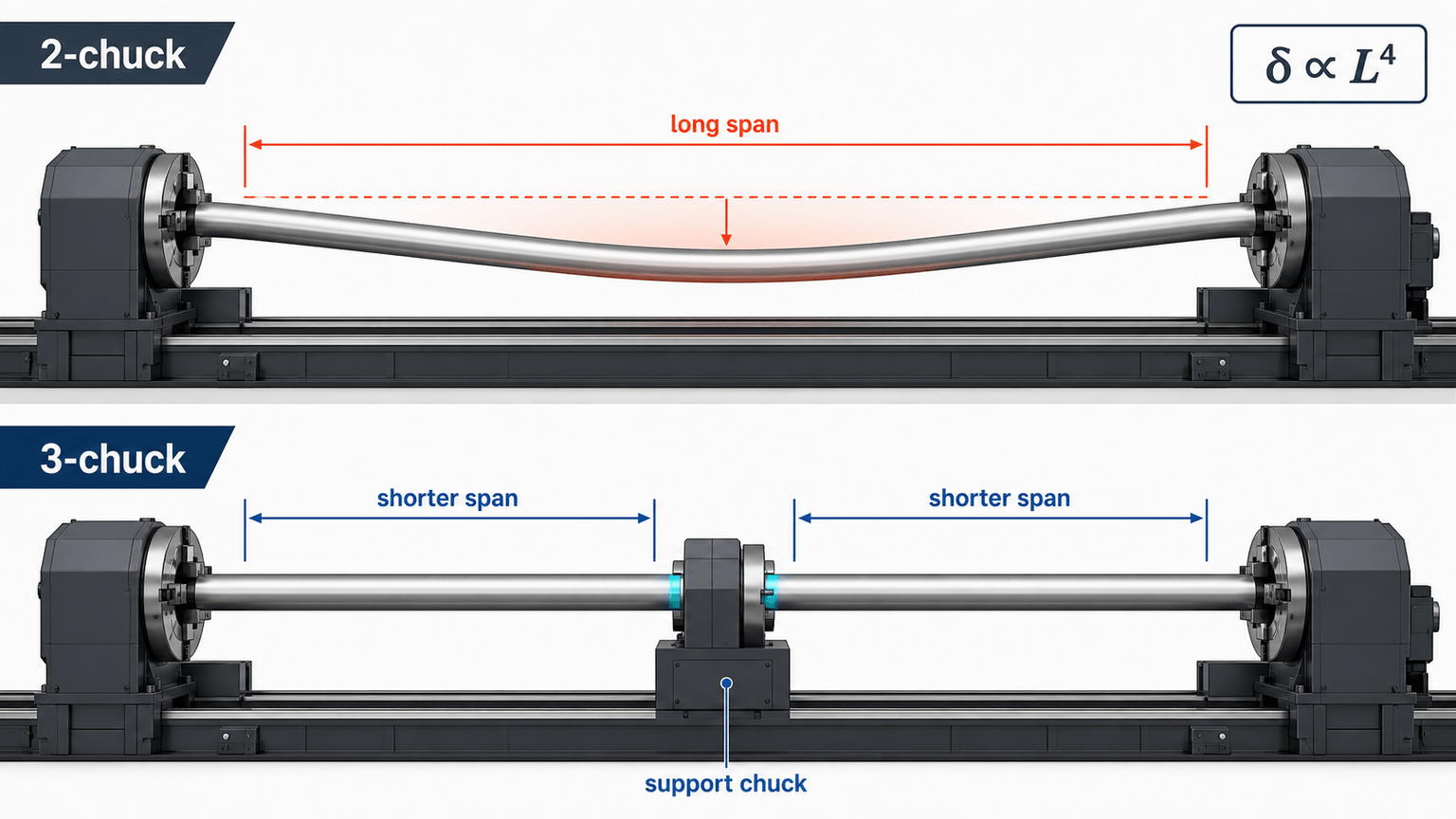
That L^4 relationship is the practical reason I do not treat long tube support as a small detail. If the unsupported span doubles, deflection risk can rise much faster than many buyers expect. The exact effect still depends on tube profile, wall thickness, material, straightness, weight per meter, and how the machine supports and rotates the tube.
A 2-chuck system can work well for standard tube jobs. It becomes more exposed when the tube behaves like a long beam and the cutting area sits far from stable support.
A 3-chuck system can help when the third chuck or support reduces the effective span. It can also help hold the tube during handoff, depending on the machine design. But it does not replace correct setup, tube straightness, calibration, and process control.
Ask the supplier for these items before you decide:
- Tube length and stock length used in the test.
- Outside dimension or profile size.
- Wall thickness.
- Weight per meter.
- Cut locations near the tube end.
- Measured hole or slot position after cutting.
- Video or report showing support and chuck handoff.
Which configuration reduces tailing and remnant waste?
A 3-chuck laser tube cutter can reduce tailing or remnant waste in some machine designs, but you should not accept that claim without a minimum tailing number for your tube profile. The real saving depends on chuck design, handoff sequence, nesting software, tube length, and part mix. A 2-chuck machine may be enough when remnant cost is low or your nesting pattern does not push parts close to the tube end.

Material waste matters because tube stock often carries a large share of the part cost. If your parts use ASTM A500 structural tubing in the U.S., EN 10219 hollow sections in Europe, or another specified tube standard, you already know that material cost and traceability can matter in procurement.
Do not ask only, “Does the 3-chuck machine reduce waste?” Ask the sharper question:
- What is the minimum tailing length for my round tube?
- What is the minimum tailing length for my square tube?
- What is the minimum tailing length for my rectangular tube?
- Does that number change by chuck mode?
- Does that number change by wall thickness?
- Can you run my DXF or STEP drawings through a nesting simulation?
- How many finished parts do I get from one stock length?
This is where a real RFQ can save money. If a supplier shows only a general brochure number, I treat it as incomplete. I want to see the nesting result using the buyer’s real drawings, stock length, grade, wall thickness, and order quantity.
Which configuration protects precision better?
A 3-chuck configuration can protect precision better when it reduces tube sag, vibration, or unsupported span, but it does not guarantee better accuracy by itself. A 2-chuck machine can cut standard profiles accurately when the span, tube weight, and process window stay controlled. The risk rises when the tube is long, thin-wall, heavy, or slender.

Precision loss can come from several places:
- Tube sag during rotation.
- Vibration during cutting.
- Tube straightness variation.
- Poor support near the cutting zone.
- Calibration errors.
- Fixture or chuck condition.
- Process parameters.
- Heat and cut sequence.
The public beam theory point matters here again. Euler-Bernoulli beam theory and the deflection formula show why span length affects bending behavior. So if a third chuck reduces the effective unsupported span, it can reduce a real mechanical risk.
But I do not recommend buying from theory alone. Ask for sample cut inspection data. A useful report should show measured hole position, slot position, cut quality, and repeatability on a tube close to your real size and wall thickness.
If you make furniture frames, sanitary ware parts, motorcycle components, school furniture, or institutional equipment, small position errors can create assembly problems. I have seen a tube look fine at the machine and still cause trouble at welding because holes stacked up out of position. That is why I prefer measured samples over verbal accuracy claims.
Which configuration is simpler to buy, run, and maintain?
A 2-chuck configuration is generally simpler mechanically, while a 3-chuck configuration adds control that can be valuable for more demanding tube work. Simpler does not always mean lower lifetime cost, and more control does not always mean better ROI. The right choice depends on how often your jobs need the extra support, handoff, or tailing control.

For procurement, the simple machine can look attractive because the comparison feels easier. But I suggest you separate the decision into three parts:
- Machine complexity: A 2-chuck system has a simpler configuration, as you see in our dual-front-chuck X-series built for clean, repeatable handling.
- Application complexity: Long, heavy, slender, or tail-sensitive jobs increase the value of more support.
- Operator complexity: The machine should be easy enough for your team to run consistently.
At MZBNL, we design, build, and service laser tube cutters and automatic punching machines in-house. We focus on making complex technology simple to run. Our stated goal is to cut operator training from weeks down to a single day, because a machine that only one expert can run creates a hidden labor cost.
You should still ask every supplier the same practical questions:
- How long does operator training take?
- What daily checks must the operator perform?
- What maintenance items differ between chuck configurations?
- What happens when a tube slips, sags, or goes out of round?
- What alarms and recovery steps does the software provide?
- What service support is available after installation?
MZBNL was established in 2010. We are ISO-certified, hold 30+ patents, and serve 4,000+ customer applications globally. Those facts help establish supplier credibility, but they do not replace an application test. For a 2-chuck vs. 3-chuck decision, your own tube and drawing still matter most.
What standards and safety checks should I include in the RFQ?
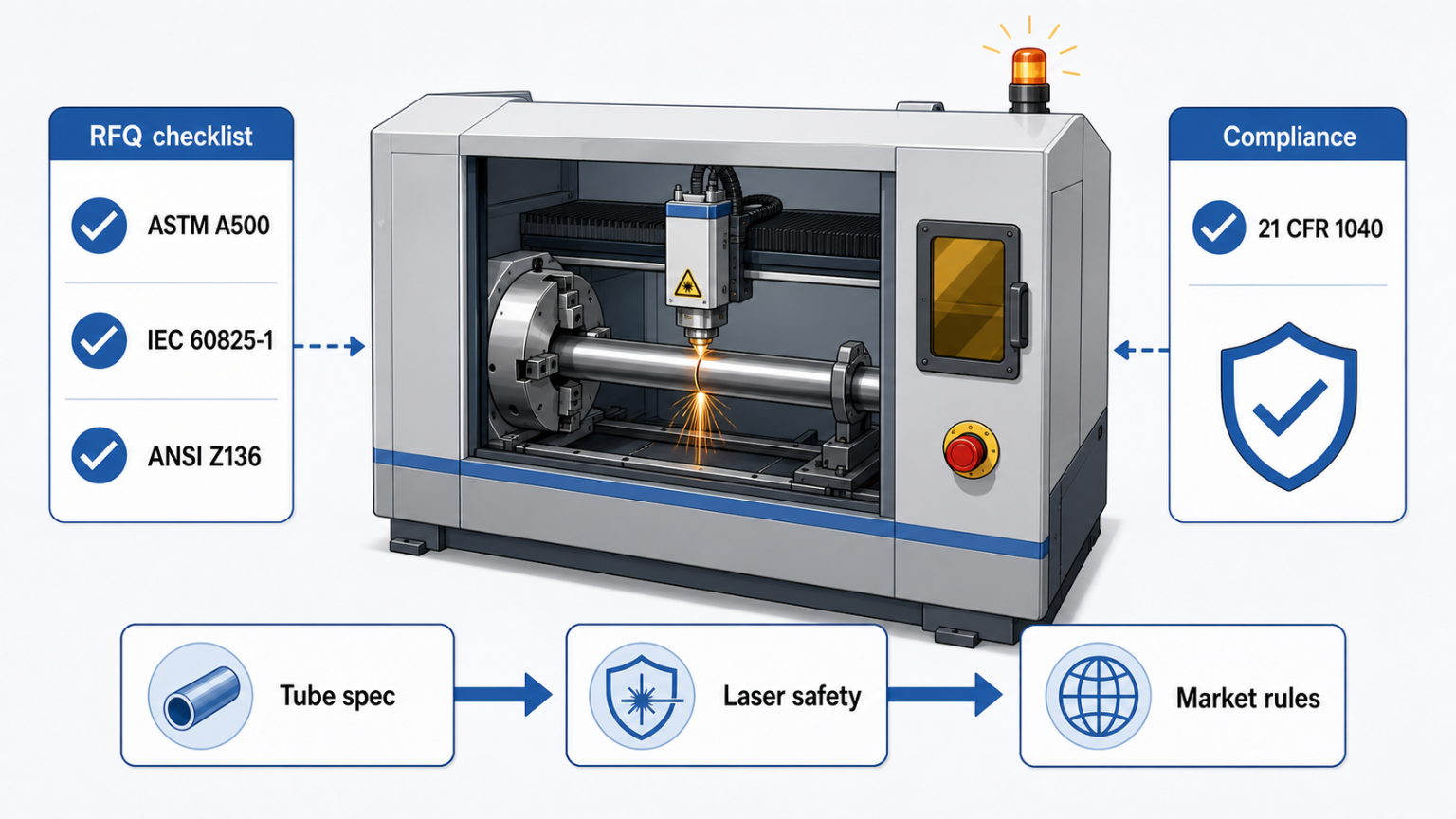
You should specify tube standards, laser safety requirements, and market regulations in the RFQ before you compare 2-chuck and 3-chuck quotes. In the U.S., ASTM A500 is a common specification for cold-formed welded and seamless carbon steel structural tubing in round and shaped sections. For laser safety, buyers should check IEC 60825-1, ANSI Z136 guidance, and U.S. 21 CFR Part 1040 where relevant.
Tube language can create confusion. Hollow structural section dimensions use outside dimensions, while pipe is usually dimensioned differently. So “tube” and “pipe” are not interchangeable procurement terms when you specify machine capacity.
Use clear tube data in the RFQ:
- Round, square, or rectangular profile.
- Outside dimension.
- Wall thickness.
- Stock length.
- Material grade or purchasing standard.
- Weight per meter if available.
- Required tolerance on holes, slots, miters, and end cuts.
- Required market safety documents.
For Europe, EN 10219 covers cold-formed welded structural hollow sections of steel. For China, buyers often check GB/T 6728 and GB/T 3094, but they should verify the exact edition in the contract. For Japan, buyers often check JIS G3445 and JIS G3466.
Laser cutting machines also need safety review. IEC 60825-1 covers laser product safety classification. ANSI Z136 is commonly used for safe laser use guidance in the U.S. U.S. laser products also fall under 21 CFR Part 1040, with requirements such as warning labels and safety controls depending on laser class.
How to decide?
Choose the configuration by matching chuck control to your tube length, tube weight, nesting plan, tolerance risk, and material waste. I would not decide from a brochure photo. I would decide from a nesting study, a sample cut report, and a full quote that shows the real operating picture.
Choose a 2-chuck laser tube cutter if:
- You mainly cut shorter tubes and standard profiles.
- Your parts do not need aggressive nesting near tube ends.
- Your unsupported span does not create sag or vibration risk.
- Your remnant cost stays acceptable after a real nesting study.
- You want the simpler configuration for standard tube work.
Choose a 3-chuck laser tube cutter if:
- You cut long, heavy, thin-wall, or slender tubes.
- You need better support during cutting or handoff.
- Your parts sit close to tube ends in the nesting plan.
- Material remnant cost affects your total part cost.
- You need stronger control of sag, vibration, or repeatability risk.
Ask for this evidence before you sign:
- Minimum remnant or tailing length by profile, tube size, and chuck mode.
- Nesting simulation using your real drawings and stock length.
- Sample cut inspection data, not only catalog tolerance.
- Cycle time study for your part family.
- Maintenance and consumable list.
- Safety documents for your market, including IEC 60825-1, ANSI Z136, or 21 CFR Part 1040 where relevant.
Conclusion
A 2-chuck laser tube cutter fits standard tube work where the simpler configuration meets your support, waste, and precision needs. A 3-chuck laser tube cutter fits long, heavy, slender, or tail-sensitive work where extra chuck/support control can lower total part cost.
If you want a practical answer, send your tube drawings, stock length, material grade, wall thickness, and order mix, and we can help review which configuration belongs in your RFQ.