Choose a dedicated tube laser when tube work consumes your bottleneck hours; choose a sheet-and-tube combo machine when mixed sheet and tube work, floor space, and capex limits matter more than tube-only throughput. I do not start this decision with purchase price. I start with required machine hours: tube hours, sheet hours, setup hours, handling hours, and staffed or automated uptime.
| Dimension | Dedicated tube laser | Sheet-and-tube combo machine |
|---|---|---|
| Best fit | Tube-heavy production where tube processing is the bottleneck | Mixed sheet and tube production with limited floor space or budget |
| Main decision metric | Required tube hours and tube-handling hours | Combined sheet and tube hours across one machine |
| Tube-specific capability | Better fit when you need tube-focused functions like loading, chucks, seam alignment, compensation, beveling, or supports | Better fit when tube work does not justify a tube-only machine |
| Throughput logic | Wins when tube-only flow needs fewer handling steps and less waiting | Wins when one shared machine improves utilization across mixed jobs |
| Procurement risk | Risk comes from under-specifying tube range, automation, and safety | Risk comes from overloading one machine with too many job types |
| RFQ focus | Tube size range, length, material, loading/unloading, cut quality, safety | Sheet capacity, tube capacity, changeover process, uptime plan, safety |
Which machine fits tube-heavy production better?
A dedicated tube laser fits tube-heavy production better because it exists for cutting and processing metal tube, and tube hours should not wait behind sheet jobs. Serious factories treat these as two different machine classes — that is how the market catalogs them too — and it is how I advise buyers to frame the decision.

On the factory floor, I ask one simple question first: “Which work center delays shipment?” If tube cutting, hole cutting, slotting, end profiles, and downstream welding wait on one machine, then a dedicated tube laser deserves a serious look.
A combo machine can still make sense. It can process mixed work when the shop does not have enough tube volume to feed a tube-only machine. But if tube work consumes the bottleneck hours, the buyer should protect those hours.
For procurement, I would not ask only, “Which machine costs less?” I would ask:
- How many tube hours do we need per week?
- How many sheet hours do we need per week?
- How many hours disappear into setup and changeover?
- How many hours need an operator standing at the machine?
- How much staffed or automated uptime can we actually use?
This matters in furniture, sanitary ware, automotive and motorcycle parts, and institutional equipment manufacturing because tube parts often move into welding, bending, assembly, or polishing. One late tube batch can hold the whole order.
At BNL Laser (MZBNL), we design, build, and service tube-dedicated laser cutters and automatic punching machines in-house, which is part of why we specialize in tube processing. We focus on making complex technology simple to run because a machine only creates value when the team can use it every shift.
Which machine fits mixed sheet and tube work better?
A sheet-and-tube combo machine fits mixed work better when one machine can cover enough sheet and tube jobs without making tube production the bottleneck. This is a practical fit when floor space and capex control matter more than maximum tube-only flow.

I see this situation often in smaller or growing factories. The buyer has sheet brackets, flat plates, and tube frames in the same product family. The shop wants laser cutting capability, but it may not have enough tube demand to justify a dedicated tube laser.
That does not make the combo machine “better.” It makes it better matched to the workload.
The danger comes when buyers ask one combo machine to do too much. Sheet jobs, tube jobs, urgent rework, prototype parts, and changeovers can all compete for the same calendar. If the machine becomes the only route for too many parts, the factory gains flexibility but loses schedule control.
So I recommend a simple workload split before RFQ:
- List the top 20 recurring parts by monthly quantity.
- Mark each part as sheet, tube, or mixed assembly.
- Estimate machine hours for each process type.
- Add setup and handling time as separate lines.
- Identify which part family controls delivery time.
This does not require a perfect ROI model. It requires honest production data. If mixed jobs fill the machine well and tube work does not dominate, a combo machine can be the right first investment.
Which option handles tube-specific functions better?
A dedicated tube laser is the stronger fit when tube-specific functions drive productivity, accuracy, or labor reduction. Buyers should check functions such as automatic loading and unloading, weld-seam detection and alignment, self-centering collet chucks, tube measurement and compensation, bevel cutting, tapping or threading, and support rollers against the exact machine being quoted.
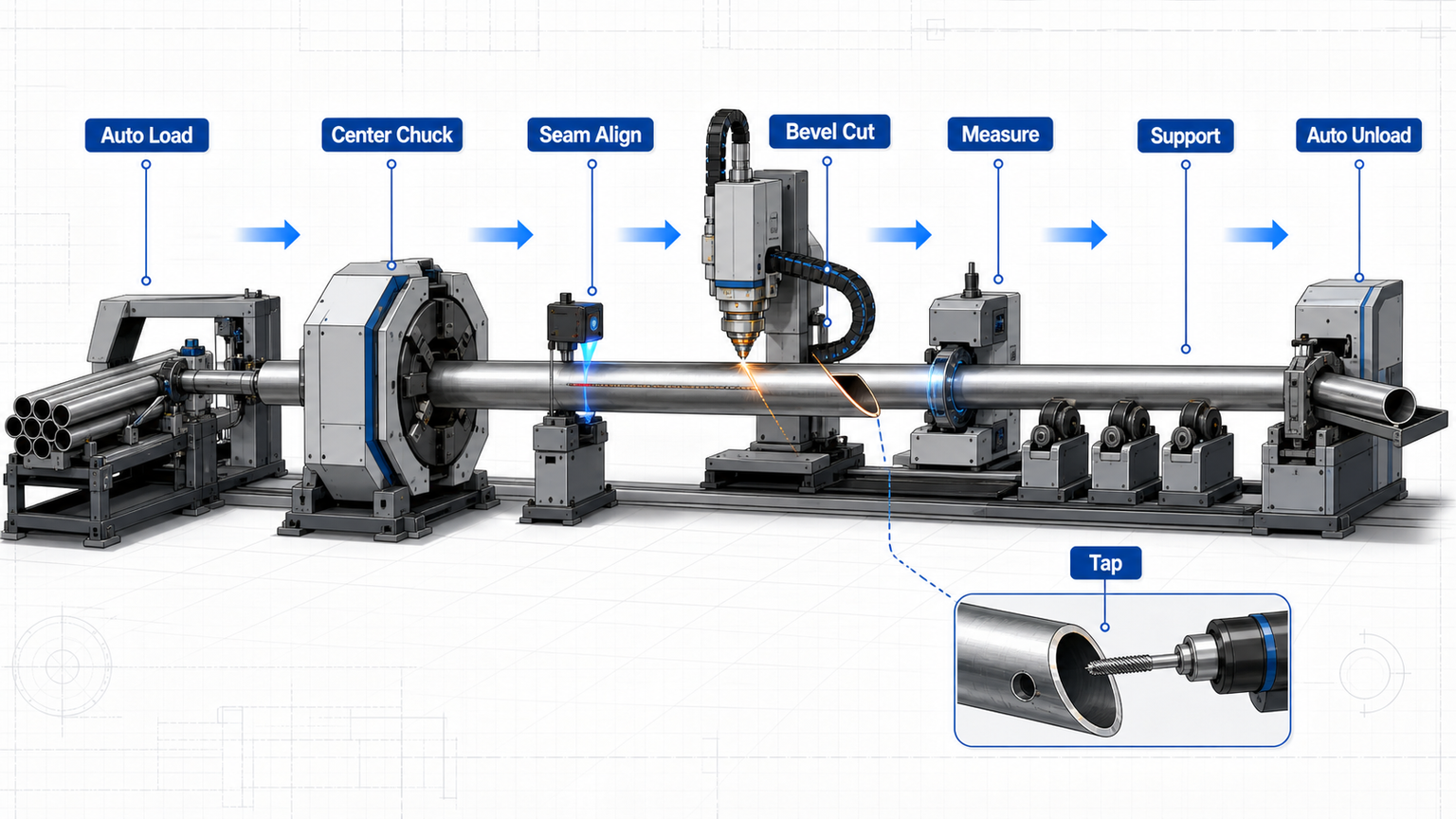
These are real buyer checkpoints, and I use them as RFQ questions, not as assumptions about every machine. We build machines around several of them ourselves: our X12Y uses a dual front chuck for short-body handling, and our Q12Y and Q16Y short-tail models bring the tube remnant down to as little as 45 mm per bar.
For example, ask each supplier to put its exact figures in the quote: standard and optional round tube capacity, maximum raw material length with the loading system fitted, and the available laser powers. Every serious maker publishes these, and we publish ours the same way — model by model, never as one merged range. That is the type of detail a buyer should request.
Bevel cutting is another good example. Our P-Pro runs a five-axis head with a bevel angle adjustable from 0–60° and angle error within ±0.1°, on tube from Φ12–Φ300 mm at wall thickness 1–20 mm. Not every tube laser or combo machine can do the same, so ask every supplier for the angle range, material limits, and sample parts before purchase.
For our own machines, the reference figures are public: the Q Series runs 1500–6000 W with round tube φ12–φ120 (Q12) or φ8–φ165 (Q16), square tube up to 165×165 mm, and ±0.05 mm repeatability, while the M Series covers small tube Φ8–Φ85 mm at wall 0.2–3 mm. Nesting efficiency, kerf width, and cycle time depend on your parts and the configuration we build around them, so we confirm those numbers in writing during the RFQ and match them to your parts.
The key point stays simple: if tube handling and tube geometry create the labor cost, the machine needs tube-specific answers.
Which option gives better throughput and uptime?
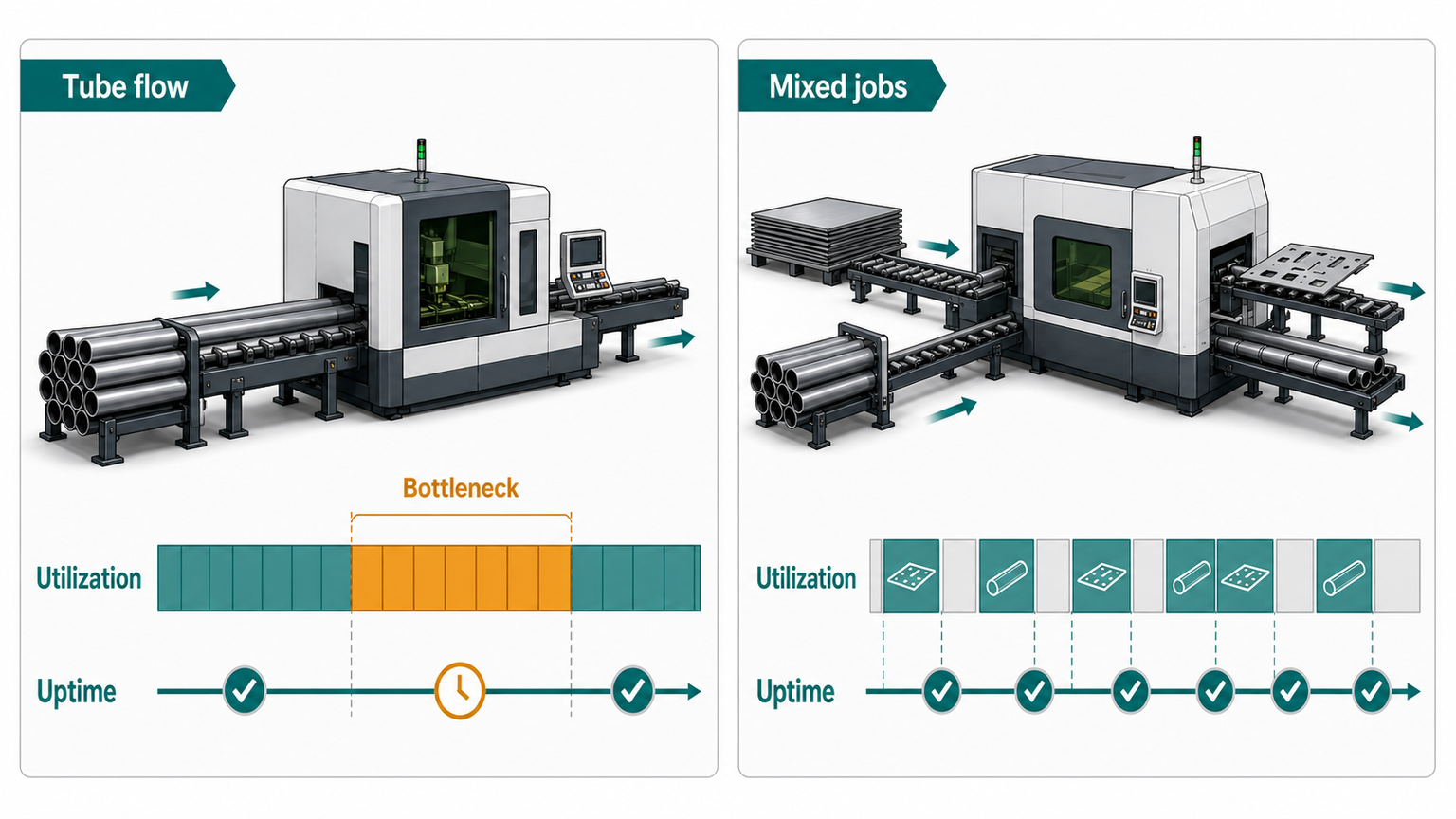
The option with better throughput is the one that protects your real bottleneck hours, not the one with the nicer brochure. A dedicated tube laser can win when tube jobs need continuous flow, while a combo machine can win when mixed sheet and tube jobs improve total machine utilization.
I like to separate machine time into five buckets:
- Tube cutting hours
- Sheet cutting hours
- Setup and changeover hours
- Material handling hours
- Staffed or automated uptime
This is where many purchase comparisons fail. A buyer may compare machine price but ignore the number of hours lost between jobs. That hides the real cost.
A dedicated tube laser can reduce waiting in a tube-heavy shop because tube work does not compete with sheet work on the same machine. It can also support a more direct tube flow when the chosen model includes the right loading, unloading, support, and alignment functions.
A combo machine can improve utilization in a mixed shop because one asset can serve more job types. That matters when sheet jobs and tube jobs do not each fill their own machine. But the buyer must schedule it carefully because one machine now carries two process streams.
I do not recommend a universal threshold like “choose dedicated above X% tube work.” The right point depends on labor rate, material mix, automation, part geometry, setup time, and the number of shifts. Without your production data, that threshold would be a guess.
At BNL Laser, we often begin with the pain. If the pain is high labor cost, we look at handling and training. If the pain is inefficiency, we look at bottleneck hours. If the pain is material waste, we look at nesting, cut planning, and repeatability. If the pain is precision, we ask for drawings, tolerances, and sample parts.
Which standards should I request before I compare quotes?
You should separate cut quality standards, tube material standards, and machine safety standards because they do different jobs. ISO 9013:2017 covers thermal cut quality language, ASTM A500/A500M-23 covers common US carbon structural tubing, and the ISO 11553 series covers laser processing machine safety requirements.

ISO 9013:2017 is the main public standard I would cite for thermal-cut quality language. ANSI’s listing says it covers classification of thermal cuts, geometrical product specification, and quality tolerances for oxyfuel, plasma, and laser cutting. ANSI also states that it applies to laser cuts from 0.5 mm to 32 mm when the standard is referenced in drawings or delivery documents.
ASTM A500/A500M-23 is a common US specification for cold-formed welded and seamless carbon steel structural tubing in round, square, rectangular, or special shapes. ANSI’s listing states that it covers tubing with periphery 88 in. [2235 mm] or less and wall thickness 1.000 in. [25.4 mm] or less.
For Europe, buyers often reference EN 10219-1 and EN 10219-2 for cold-formed welded structural hollow sections. For Japan, buyers may reference JIS G 3466 for carbon steel square and rectangular tubes for general structure. For China, buyers may reference GB/T 6728 for cold-formed steel hollow sections. I would verify the current edition in the RFQ because standards and national adoptions can change.
For laser safety, ask the supplier about ISO 11553 series requirements and local laser safety rules such as ANSI Z136 where relevant. ANSI’s ISO 11553 listing identifies the series as applying to laser processing machines and associated equipment.
This is not paperwork for its own sake. Standards help engineering, procurement, and quality teams speak the same language. They also prevent a common mistake: treating material standards, cut quality standards, and machine safety standards as interchangeable.
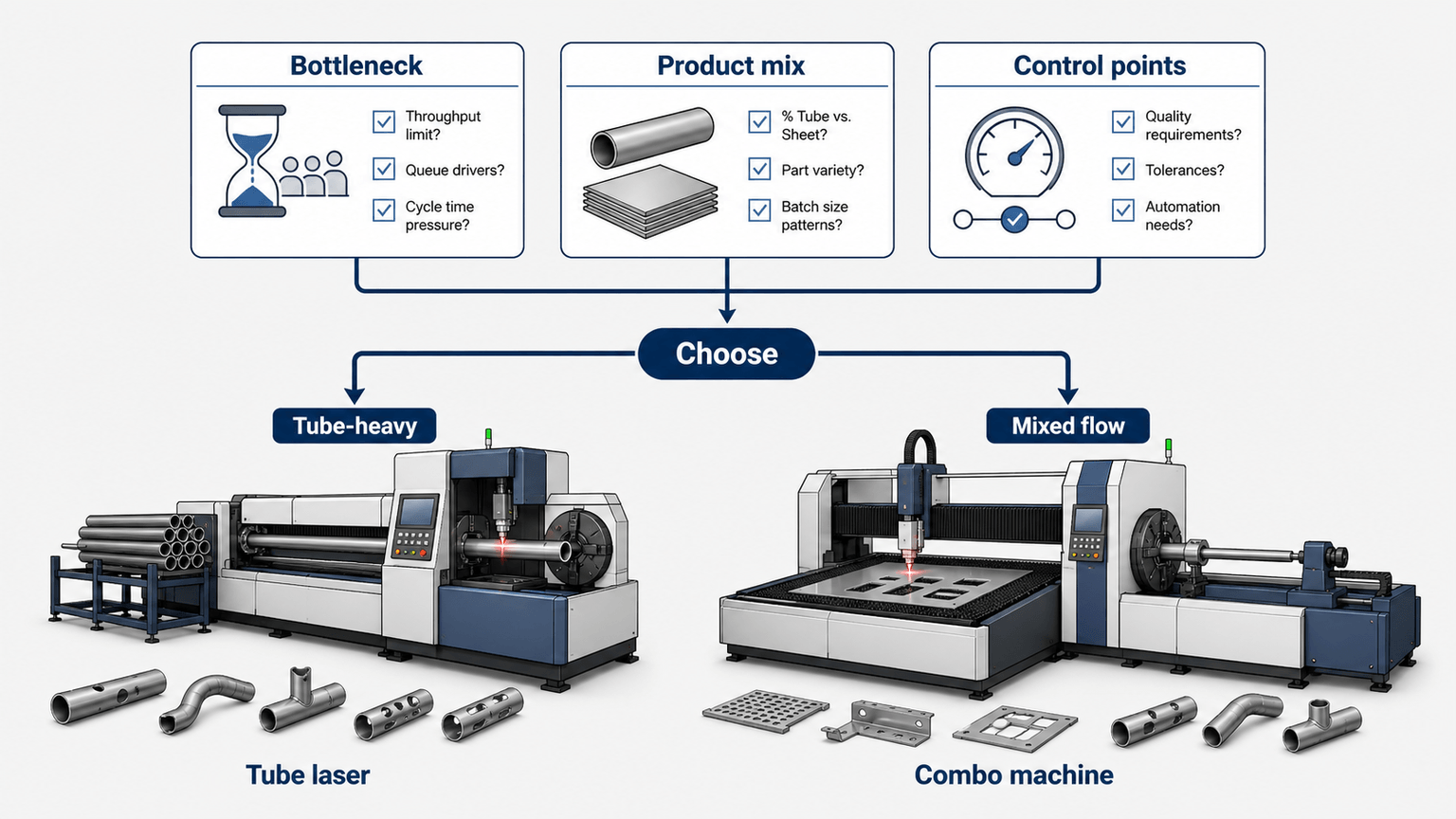
How to decide?
Choose the machine by matching it to your bottleneck, product mix, and control points. I would choose a dedicated tube laser for tube-heavy flow and choose a sheet-and-tube combo machine for mixed production where flexibility and floor-space control matter more.
Choose a dedicated tube laser if:
- Tube cutting and tube processing delay downstream welding, assembly, or shipment.
- Tube hours consume the main machine bottleneck.
- You need tube-specific automation or checking functions.
- You process repeat tube families in furniture, sanitary ware, automotive parts, motorcycle parts, or institutional equipment.
- You want tube production separated from sheet job scheduling.
Choose a sheet-and-tube combo machine if:
- Sheet and tube jobs share demand and neither one fills a dedicated machine.
- Floor space or capex limits make one shared asset more practical.
- Your product mix changes often.
- Your team can schedule sheet and tube work without hurting delivery dates.
- You need a flexible first laser investment before tube volume grows.
Ask every supplier for:
- Tube diameter and length range.
- Material and wall thickness capability.
- Sheet capacity, if comparing combo machines.
- Loading and unloading method.
- Setup and changeover process.
- Cut quality standard, such as ISO 9013:2017 where relevant.
- Tube material standard, such as ASTM A500/A500M-23 for US structural carbon tube where relevant.
- Laser safety standard and guarding approach.
- Training plan and service support.
BNL Laser is ISO-certified, holds 30+ patents, and supports 4,000+ customer applications. We have worked since 2010 to make industrial machines easier to run. The difference buyers feel first is practical: our drawing-free Easy-Cut control cuts operator training from weeks down to about a single day — the program is built on-screen, with no CAD step.
Conclusion
A dedicated tube laser fits you when tube production controls your delivery schedule; a sheet-and-tube combo machine fits you when mixed sheet and tube work must share one practical machine. I would not let purchase price alone decide this. I would measure tube hours, sheet hours, setup hours, handling hours, and available uptime first.

If you are comparing both options, send your tube data for a real configuration — part drawings, material standards, tube sizes, and weekly production mix — and we can help you request the right specs for a clear quote.
— Eric Liu, General Manager, BNL Laser