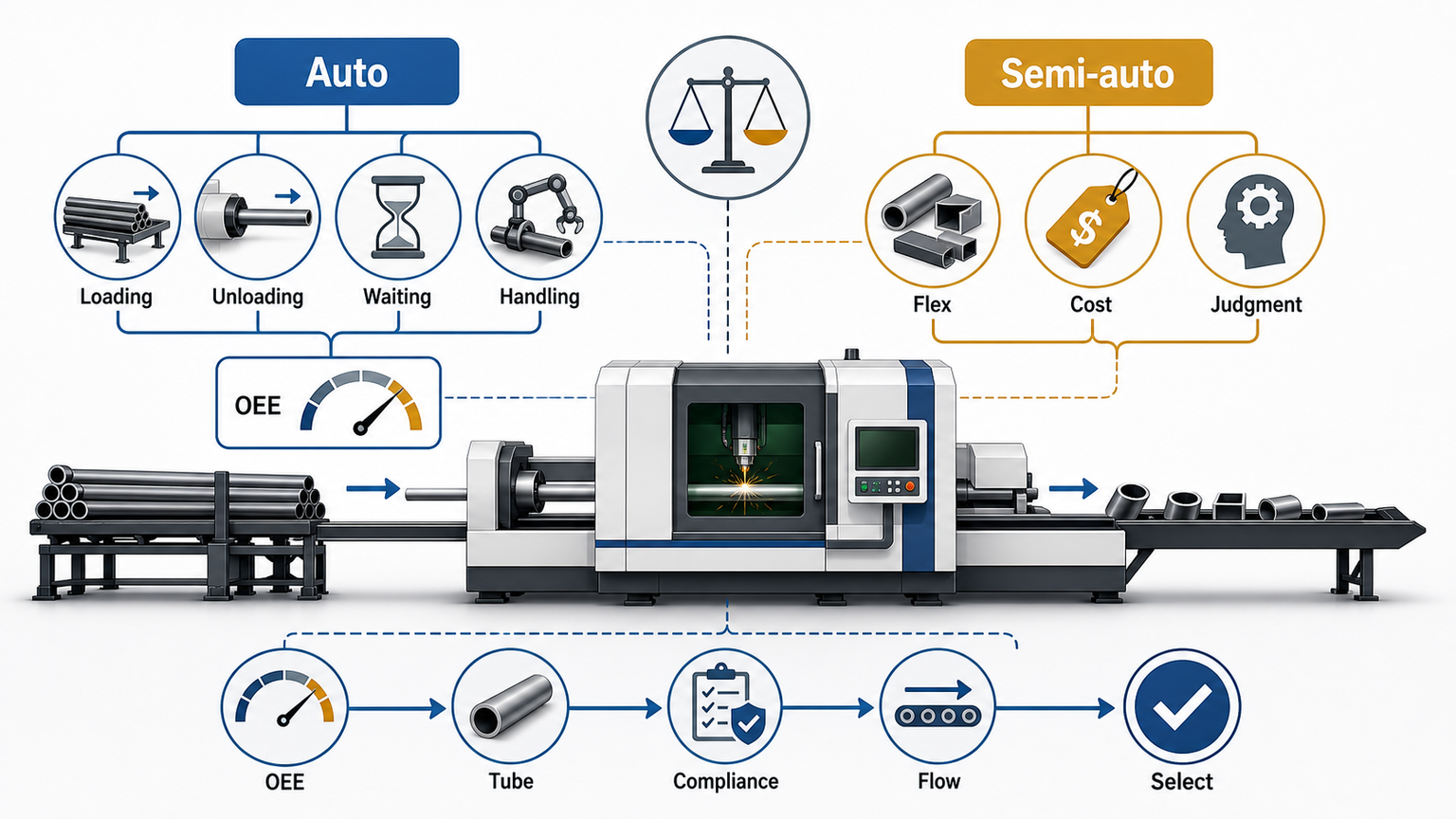
Choose automatic loading and unloading when loading, unloading, waiting, misfeeds, or manual handling take a large share of planned production time; choose semi-auto when your batches are smaller, changeovers are frequent, or labor waiting time is not the main bottleneck. I do not judge this by laser power alone. I ask the buyer to measure OEE inputs: planned production time, run time, stop time, ideal cycle time, total count, and good count. OEE is Availability × Performance × Quality, and those six numbers show you exactly where the planned time goes.
What should you decide first?
You should decide first where your real bottleneck sits: material handling, cutting, changeover, quality, labor, or compliance. If loading and unloading keep the laser waiting, automation deserves serious study. If changeover, tube variation, or downstream welding causes the delay, a full automatic loader may not fix the real problem.

| Factor | Why it matters | How to assess yours |
|---|---|---|
| Application and tube material | Tube shape, length, wall thickness, straightness, bundle condition, and surface finish affect loader reliability. Buyers may specify ASTM A500/A500M, EN 10210, EN 10219, GB/T 6728, or JIS G 3466 depending on market. | List your tube standards, shapes, wall thicknesses, surface finish, bundle condition, and acceptable straightness before RFQ. |
| Throughput or volume | OEE shows whether planned production time becomes good parts or waiting time. OEE is Availability × Performance × Quality — that is the yardstick I use. | Track planned production time, run time, stop time, ideal cycle time, total count, and good count for at least one normal production period. |
| Precision requirement | Precision problems often come from handling, support, clamping, and repeatability, not only from the laser source. | Record scrap causes, rework causes, and whether errors happen during loading, cutting, unloading, or downstream assembly. |
| Budget and total cost | Automatic loading adds cost, floor-space needs, service needs, and integration work. Semi-auto can be the right choice when the handling bottleneck is small. | Compare machine price with operator count per shift, loading delay, unloading delay, scrap, changeover time, and acceptable unattended run time. |
| Destination market compliance | Machine guarding, laser safety, and energy-control rules differ by market. OSHA 29 CFR 1910.212 covers machine guarding in U.S. general industry, and 29 CFR 1910.147 covers lockout/tagout. | Tell the supplier the destination country and ask for the compliance package, guarding concept, laser classification documentation, and service-access plan. |
On our factory floor, I often see buyers start with the question, “How many kilowatts should I buy?” I understand why. Laser power is easy to compare. But a tube laser that waits for an operator, waits for tube removal, or stops for misfeeds does not earn money during that time.
So I start with the work cell. I ask where the operator stands. I ask how many times the operator touches each tube. I ask what happens when a bundle is not straight or when the next order uses a different tube profile. These small details often decide whether automatic loading pays for itself or whether semi-auto keeps the shop simpler.
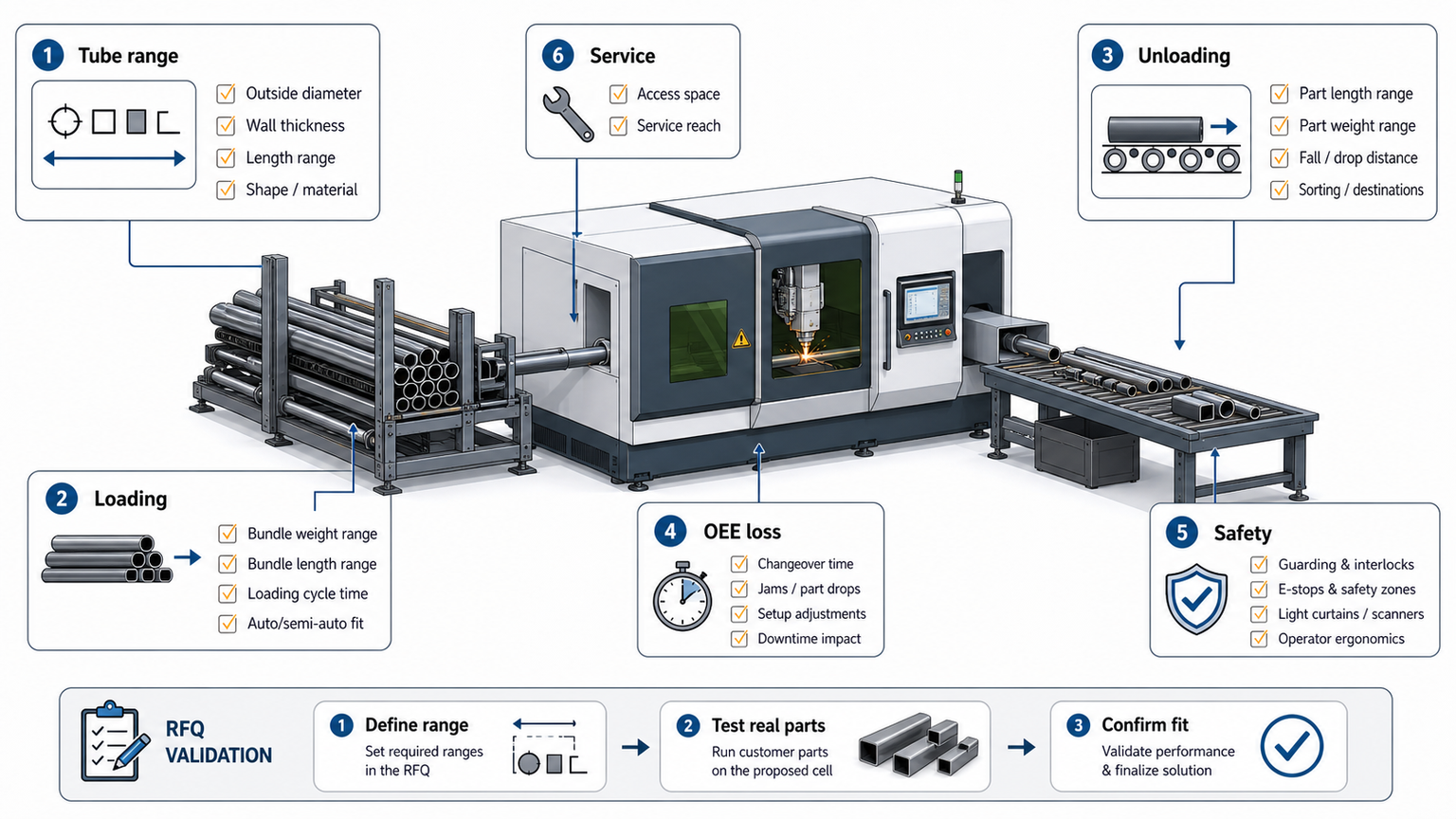
Which specs actually matter, and what range do you need?
The specs that matter most are the ones that connect directly to your tube range, loading method, unloading method, OEE loss, safety requirements, and service access. Loader capacity, tube length range, unloading length, and cycle time depend on the configuration we build around your tube list, so we confirm those numbers in writing during the RFQ — not from a generic table. Define the required range in your RFQ and test it against your real parts.
| Spec / parameter | What to look for | Typical range |
|---|---|---|
| Tube material standard | Match the machine and loader plan to the tube standards you buy, such as ASTM A500/A500M, EN 10210, EN 10219, GB/T 6728, or JIS G 3466. | Define by your purchasing standard and destination market. |
| Tube shape | Round, square, rectangular, and other profiles behave differently in magazines, supports, chucks, and unloading areas. | Define by your actual production mix. |
| Tube length | Long tube creates more handling risk, floor-space demand, and support requirements. | Request the minimum and maximum length your plant must process. |
| Wall thickness | Wall thickness affects weight, support, cutting conditions, and handling stability. | Request the minimum and maximum wall thickness by material. |
| Bundle condition | Automatic loading works better when tube bundles meet clear straightness, separation, and surface condition rules. | Define acceptable bundle condition in RFQ. |
| Manual load time | This number tells you whether operators make the laser wait. | Measure seconds or minutes per tube or bundle in your current process. |
| Unload / removal time | Finished-part removal can reduce availability even when cutting is fast. | Measure delay time per job, tube, or batch. |
| Changeover time | Frequent changeover can reduce the value of full automation if setup dominates the shift. | Track changeover minutes per order. |
| Misfeed / jam time | Misfeeds and jams reduce availability and create service-access and safety questions. | Track stop time and cause codes. |
| Good count | Quality affects OEE directly. Quality is one of the three OEE factors, alongside Availability and Performance. | Count good parts, reworked parts, and scrap separately. |
| Guarding concept | OSHA 29 CFR 1910.212 requires guarding for hazards such as point of operation, ingoing nip points, rotating parts, flying chips, and sparks in U.S. general industry. | Review the guarding layout for the destination country. |
| Energy-control access | OSHA 29 CFR 1910.147 applies to servicing and maintenance where unexpected startup or stored energy can injure people. | Review jam-clearing and maintenance access before purchase. |
| Laser safety classification | IEC 60825-1:2014 applies to laser products from 180 nm to 1 mm, and U.S. laser products fall under 21 CFR 1040.10. | Request the laser safety documentation for your market. |
I know this table looks less simple than a brochure comparison. That is the point. Automatic loading and unloading does not only add speed. It adds motion, sensors, clamps, supports, magazines, and service points. Those items can help a plant, but only when they match the tube and the production rhythm.
At BNL Laser (MZBNL), we design, build, and service laser tube cutters for cutting and processing metal tube. We also build automatic punching machines. Since 2010, we have kept R&D, manufacturing, and servicing in-house because buyers need practical answers during machine selection, installation, and service. We are ISO-certified, hold 30+ patents, and support 4,000+ customer applications, but I still tell buyers the same thing: do not buy automation by headline specs. Buy it by measured bottleneck.
How do you match the option to your use case?
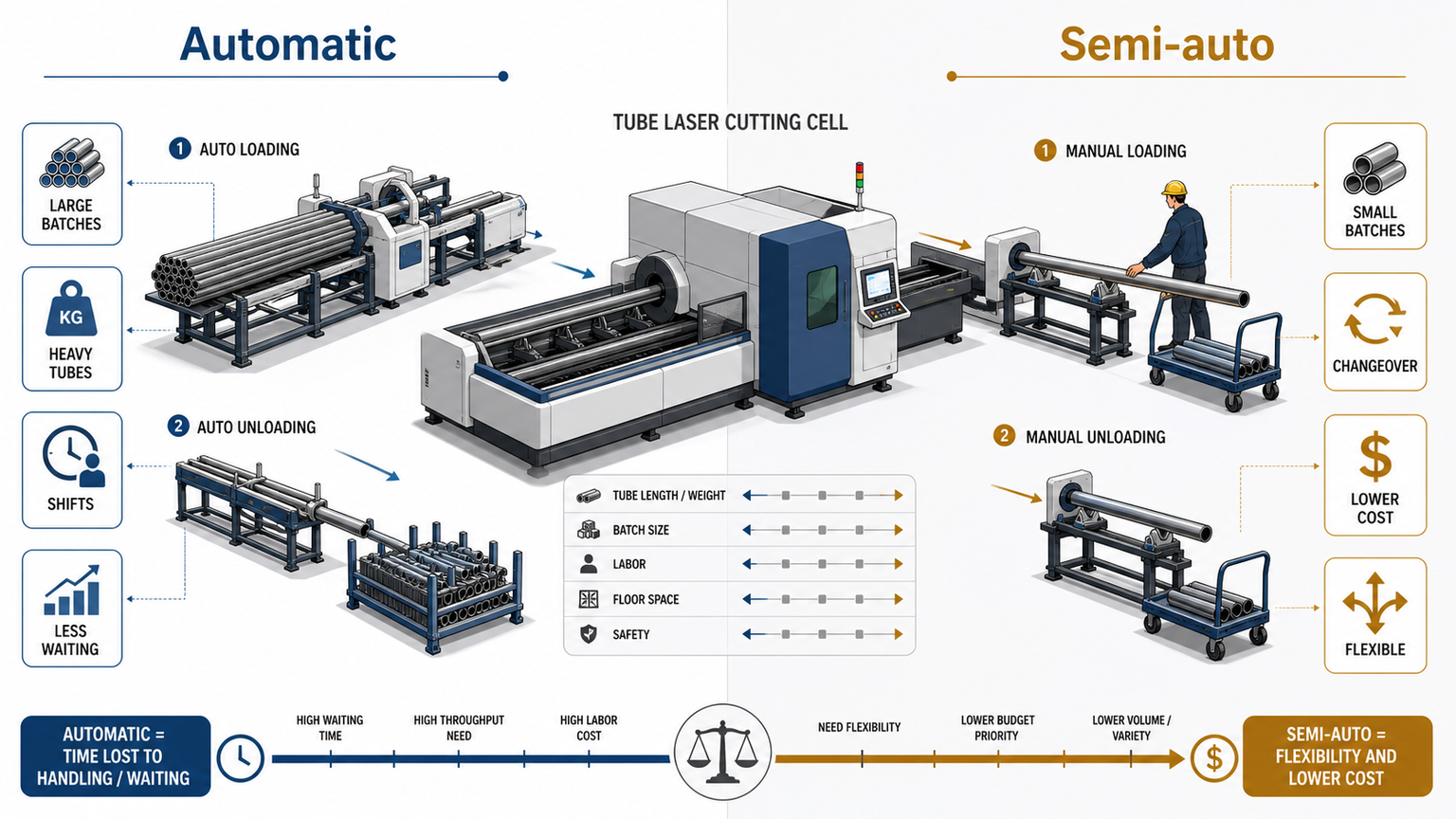
Choose automatic loading and unloading when your tube laser loses planned production time to repeated manual loading, unloading, waiting, or handling; choose semi-auto when flexibility, lower cost, and frequent small-batch changeover matter more. The right answer depends on product mix, batch size, tube length and weight, shift pattern, downstream bottlenecks, floor space, labor availability, and safety requirements.
If you run high-volume metal tube processing, choose automatic loading and unloading.
A high-volume tube shop usually cares about planned production hours, operator count per shift, and steady output. If your laser waits while operators load tube or clear finished parts, automation can protect availability. Run the OEE numbers yourself and isolate stop time caused by loading, unloading, misfeeds, jams, and manual handling.
If you produce furniture or sanitary ware with many profiles and visible surfaces, compare automation with changeover and surface requirements.
These buyers often process round, square, and rectangular tubes, and surface condition can matter. Automatic loading may help when batches repeat and tube condition stays controlled. Semi-auto may fit better when orders change often and operators need more direct control over handling.
If you make automotive or motorcycle parts, focus on repeatability, quality count, and process discipline.
These parts often face tight assembly expectations. I would not judge the machine only by cutting speed. I would track good count, scrap count, rework, fixture fit, and whether quality losses come from cutting, support, loading, or unloading.
If you build educational or institutional facility equipment, check batch size before you pay for full automation.
These products can include mixed tube shapes and changing order sizes. If the plant runs many short batches, semi-auto can be a practical choice because it keeps the cell simpler. If the same tube families repeat every day, automatic handling may make more sense.
If labor availability limits your output, study automatic loading carefully.
We build our machines so operators can learn faster. Our drawing-free Easy-Cut control cuts operator training from weeks down to about a single day — complex laser technology made simple to run. But training time and labor count are different questions. You should still measure how many operators the cell needs per shift and where they spend time.
If your downstream process is the bottleneck, do not overbuy the loader.
A tube laser with automatic loading can produce more cut parts, but that does not help if welding, bending, coating, or assembly already limits output. I have seen buyers focus on the laser cell and forget the carts waiting after the machine. The better question is simple: will faster loading create finished goods, or only a bigger pile of cut parts?
What to check before you commit — and on the supplier?
Before you commit, check the supplier’s service capability, compliance documentation, RFQ discipline, and willingness to test your real tube conditions. A good RFQ should include your measured production data, not only the tube drawing. It should also name the destination market because guarding, laser safety, and machinery rules affect the final machine package.

Lead time: Ask for the production lead time, shipping plan, installation schedule, and commissioning steps for your destination country. Do not treat the quoted machine price as the full project plan.
After-sales and spare parts in your region: Ask who services the machine, which spare parts stay available locally or regionally, and how the supplier supports urgent faults. We design, build, and service our machines in-house, so we can discuss service from the machine builder’s side.
Warranty: Ask what the warranty covers, what it excludes, and what maintenance records the supplier requires. Put wear parts, laser-related components, loader components, software support, and travel cost rules in writing.
Certification and compliance: BNL Laser is ISO-certified, but destination compliance still needs review. For U.S. buyers, OSHA 29 CFR 1910.212 machine guarding and OSHA 29 CFR 1910.147 lockout/tagout deserve attention. For laser product safety, review IEC 60825-1:2014 and 21 CFR 1040.10 where applicable. For EU buyers, Machinery Directive 2006/42/EC still governs many deliveries, and Regulation (EU) 2023/1230 replaces it — confirm the applicable regime for your delivery date.
Customization: Ask how the supplier handles tube length, tube shape, unloading method, bundle condition, floor layout, fume extraction, guarding, and operator access. Do not accept a layout until you check it against your material flow.
RFQ data: Provide manual load time per tube or bundle, unload/removal time, operator count per shift, planned production hours, actual run time, loading/unloading stops, misfeeds, changeover time, bundle condition, and acceptable unattended run time.
Safety review: Ask how operators clear jams, remove finished parts, access maintenance points, and control stored energy. Automatic loaders add moving axes, clamps, supports, and stored-energy points, so service access matters.
Training plan: Ask how long operators need before they can run normal production. Our machines are drawing-free and learnable in a day — ask the supplier to put the training plan in writing, as we do.
This checklist protects both procurement and production. Procurement gets fewer vague promises. Production gets a machine that fits the work. Owners get a clearer view of total cost and risk.
What mistakes do buyers most often make?
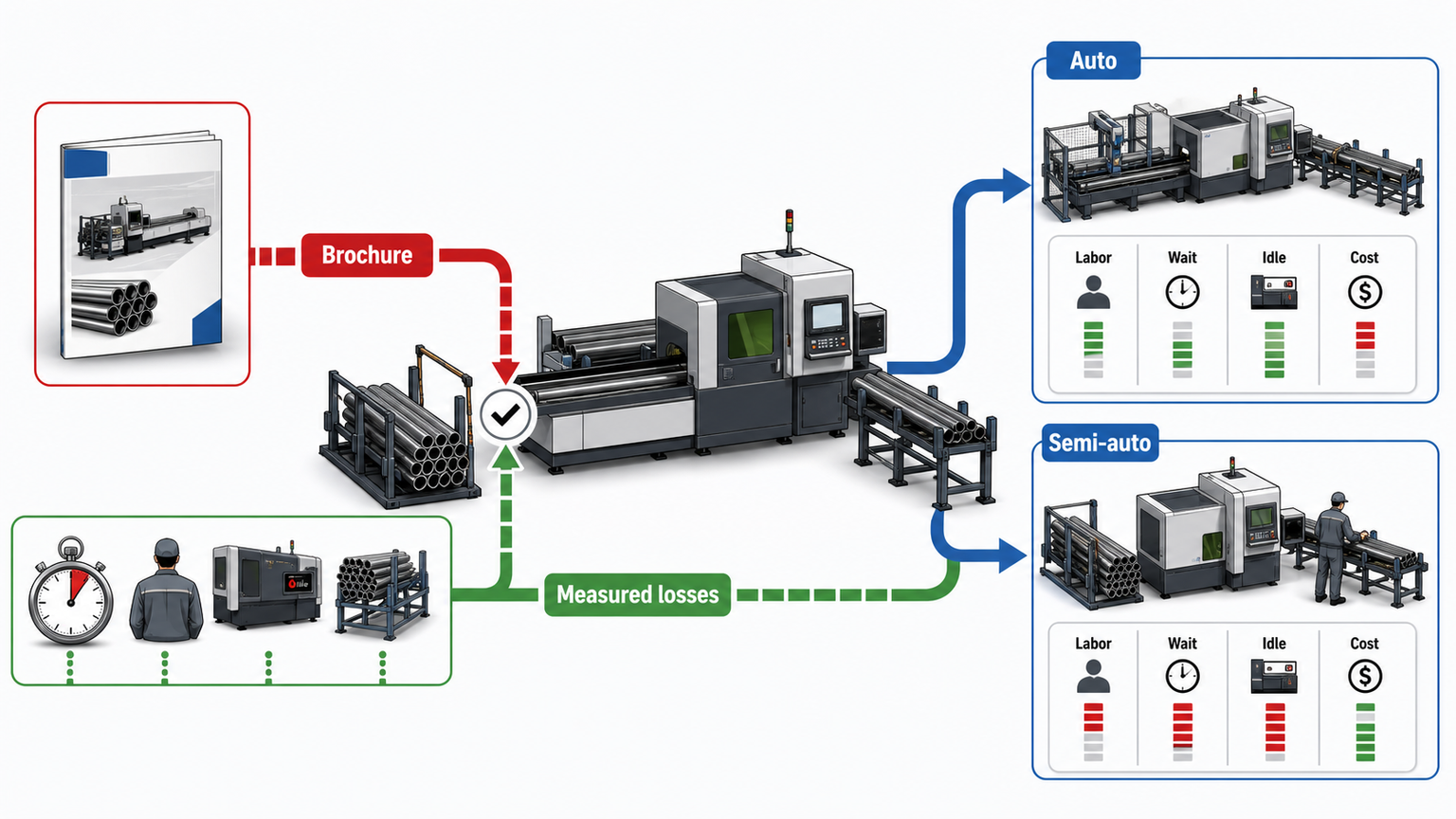
The most common mistake is buying the loading system from a brochure instead of from measured shop-floor losses. A second mistake is assuming automatic is always better. A third mistake is choosing the cheaper semi-auto option without counting the labor and waiting time it keeps inside the process.
They compare laser power but ignore OEE.
A higher-power laser does not help if the machine waits for material. Use planned production time, run time, stop time, ideal cycle time, total count, and good count to see the real loss.They forget unloading.
Some buyers study loading carefully and then leave finished-part removal as an afterthought. Unloading delay can reduce availability just like loading delay.They do not define tube condition.
Automatic loaders need clear expectations for tube shape, bundle condition, straightness, and surface condition. If the incoming material is inconsistent, the RFQ must say so.They skip safety and service access.
OSHA defines the point of operation as the area where work is performed on the material, and 29 CFR 1910.212 requires guarding when operation exposes an employee to injury. Semi-auto systems often place operators closer to tube movement and unloading areas, so guarding cannot be treated as decoration.They ignore the next process.
If welding, bending, coating, or assembly cannot absorb more cut parts, full automation may only move the bottleneck. I would rather see a buyer choose a simpler machine for the right reason than buy automation that the factory cannot use.
Conclusion
Automatic loading and unloading makes sense when measured loading, unloading, waiting, and handling losses reduce your tube laser’s productive time; semi-auto makes sense when your work needs flexibility, lower cost, and frequent operator judgment. I would decide with OEE data, real tube conditions, destination compliance, and the full material flow around the machine.
BNL Laser designs, builds, and services laser tube cutters and automatic punching machines — including the L-PurePro line with automatic load and unload, models L90–L350 at 1500–12000 W (reference figures — final configuration is confirmed from your tube data during the RFQ) — and we can help you turn your tube list, production data, and RFQ requirements into a practical machine plan. Send your tube data for a real configuration to get started.
EL — Eric Liu, General Manager, BNL Laser