Choose CNC sawing for high-volume straight cut-off work; choose a fiber laser tube cutter when the finished tube needs holes, slots, miters, notches, contours, or part marking in one programmed process. The biggest deciding factor is not cut speed. I would compare both options by total cost per finished tube part, including labor, setup, scrap, secondary operations, inspection, and machine utilization.
| Decision dimension | Fiber laser tube cutter | CNC sawing |
|---|---|---|
| Best production fit | Tube parts with cut-off plus holes, slots, miters, notches, contours, or part marking | Straight cut-to-length tube, pipe, or bar jobs |
| Cost metric to compare | Total cost per finished tube part, especially when it replaces drilling, punching, notching, or layout work | Cost per straight cut and throughput on repeated lengths or angles |
| Material loss | Laser kerf; public reference data says laser kerf can be as small as 0.004 in depending on material and process conditions | Saw kerf; affected by blade width, tooth set, wobble, and material removed |
| Setup value | Higher value when part families change or geometry is complex | Very efficient when the same length or angle repeats |
| Safety and compliance focus | IEC 60825-1, 21 CFR 1040, machine guarding, fume controls as applicable | OSHA 29 CFR 1910.212 guarding, chip/coolant handling, lockout/tagout as applicable |
| Quality language | ISO 9013 can guide thermal cut quality and tolerance discussion | Buyer/vendor specs for length tolerance, squareness, burr, and surface finish |
Which process gives the lower cost per finished tube part?
CNC sawing usually wins on simple straight cut-off work, but a fiber laser tube cutter can win when it removes several downstream steps from the route sheet. I tell buyers to price the finished part, not the first cut. That means you should add cycle time, labor per batch, fixture time, scrap, secondary operations, inspection, rework, tooling, consumables, and utilization.

A saw may cut a straight tube quickly and cheaply. That matters in real production. If your job is 5,000 identical straight lengths from structural tube, I would not pretend the laser automatically wins.
But many tube parts do not stop at cut-to-length. They need holes, slots, miters, notches, fish-mouth shapes, contours, or part marks. If your team saws the tube, moves it to a drill press, moves it again for punching, and then touches it again for deburring or fit-up, the saw time is only one line in the cost.
On our factory floor, I often see the real waste between machines. One operator waits for material. Another searches for the right fixture. A batch sits half-finished because the next step is busy. This is where a laser tube cutter can change the cost picture, because it can process more geometry in one programmed operation.
For an RFQ, I would ask every supplier for the same cost breakdown:
- Part drawing: tube shape, material, wall thickness, length, holes, slots, notches, and acceptance criteria.
- Route comparison: saw-only route plus all secondary operations versus laser route.
- Batch size: one-off, small batch, mixed family, or repeated high volume.
- Labor count: operators needed per batch and per shift.
- Scrap and rework: rejected parts, remakes, and measuring time.
- Consumables: blades, gas, lenses, nozzles, coolant, and other wear items.
- Utilization: how many hours the machine can produce sellable parts.
MZBNL does not publish one universal payback period because the part mix drives the answer. We design, build, and service our fiber laser tube cutting machines and automatic punching machines, and we help buyers compare the process from drawing to finished part. That is the only fair way to judge ROI.
Which process fits complex tube geometry better?
A fiber laser tube cutter fits complex tube geometry better because it can cut off the tube and create holes, slots, miters, notches, contours, and part marks in one programmed process. CNC sawing fits straight cut-to-length work and many angle-cut jobs, but it does not create internal holes or contours without another process.
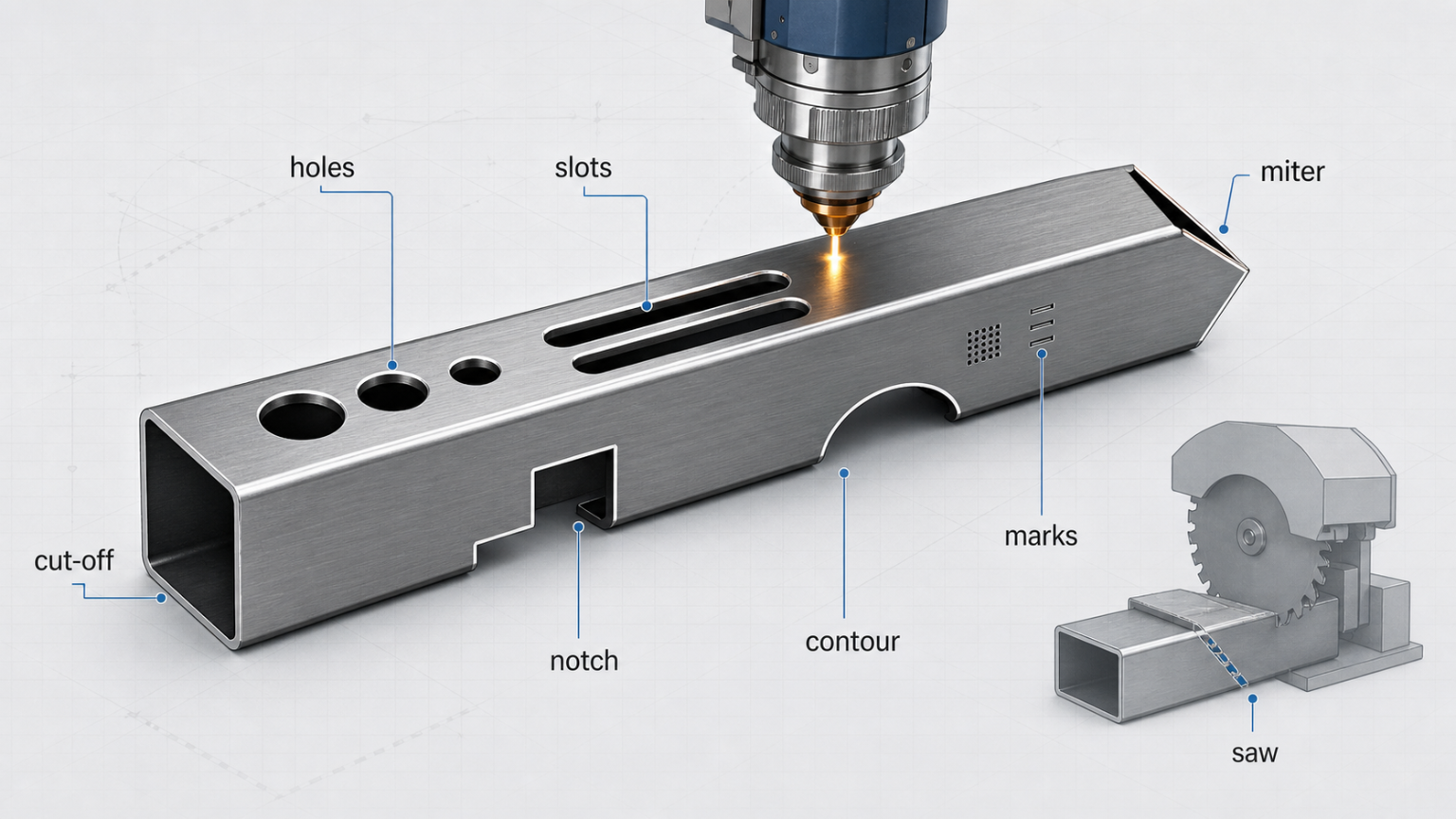
Laser cutting focuses a beam on the work zone. For internal cuts, the laser pierces first and then follows the contour. This matters because a tube with many holes or slots may need many pierces, and pierce count affects runtime.
So I do not tell buyers, “laser is always faster.” That is too simple. A saw can be faster on a straight cut. A laser can become the better production choice when the part needs several features and the shop wants to reduce handling.
Here is the practical split:
- Choose a saw when the part is a straight tube length or a repeated miter.
- Choose a laser tube cutter when the part needs cut-off plus holes, slots, notches, contours, or marking.
- Compare both when the part has only one or two simple secondary features.
- Ask for a time study when the tube has many pierces, tight fit-up needs, or mixed part families.
Furniture, sanitary ware, automotive parts, motorcycle parts, and institutional equipment often use tube parts with changing geometry. In those shops, programming value matters. If one machine can run a family of related parts without rebuilding fixtures for every change, the labor and setup savings can matter as much as the cut itself.
Which process wastes less material?
Both processes remove material through kerf, but the kerf source differs: sawing loses material to the blade path, while laser cutting loses material to the beam cut width. Wikipedia defines saw kerf as the channel left by the saw and the width of material removed, and it notes that blade width, tooth set, wobble, and side material removal affect it. Public laser cutting reference data says laser kerf widths can be as small as 0.004 in, depending on material thickness and process conditions.

I would not quote one kerf number for all jobs. Material, wall thickness, blade condition, beam setup, assist gas, machine condition, and fixturing all change the result.
For procurement, the question is simple: how much sellable material do we lose per batch? For production, the question is broader: how much total scrap do we create after mistakes, rework, and secondary operations?
Saw kerf matters most when you cut many short parts from long stock. A small difference in kerf can add up across thousands of cuts. Laser kerf matters too, especially when parts have many internal features.
The better RFQ request is not “what is your kerf?” It is more useful to send a real nest or batch and ask:
- How many finished parts come from one stock length?
- What remnant remains?
- What cut plan do you recommend?
- What scrap should I expect from pierce points, lead-ins, and end trim?
- What inspection points control repeatability?
MZBNL’s knowledge base does not list a universal laser kerf or tube size range, so I would not publish one here. I would review your tube drawing and material standard before I give a production recommendation.
Which process needs less secondary operation work?
A fiber laser tube cutter can reduce secondary operations when the tube part needs holes, slots, notches, contours, or marking after cut-off. CNC sawing usually needs other equipment for those features, such as drilling, punching, milling, notching, layout, or extra deburring, depending on the drawing.

This is often the point that changes the buying decision. The saw cell may look cheaper if you compare only cut-off time. But the full route sheet may include several more touches.
A common tube workflow can look like this:
- Saw tube to length.
- Move the batch to drilling or punching.
- Use a jig or fixture.
- Add holes or slots.
- Deburr or clean the part if needed.
- Inspect hole position, length, and fit-up.
- Move the batch to welding or assembly.
A laser route may combine several of those steps into one program. It still needs correct programming, material handling, inspection, and sometimes deburring, but it can reduce the number of times a worker handles the same part.
I care about this because labor cost rarely shows up in one obvious place. It hides in staging, lifting, measuring, fixture changes, and waiting. When we say MZBNL makes complex technology simple to run, this is the kind of problem we focus on. We build laser tube cutters and automatic punching machines so operators can run advanced processes without weeks of training. Most teams can move from weeks of training down to a single day.
Which process is easier to set up and train operators on?
CNC sawing is usually simpler for repeated straight cuts, while a fiber laser tube cutter gives more setup value when part geometry changes often. At MZBNL, our differentiator is that we make complex technology accessible and cut operator training from weeks down to a single day.
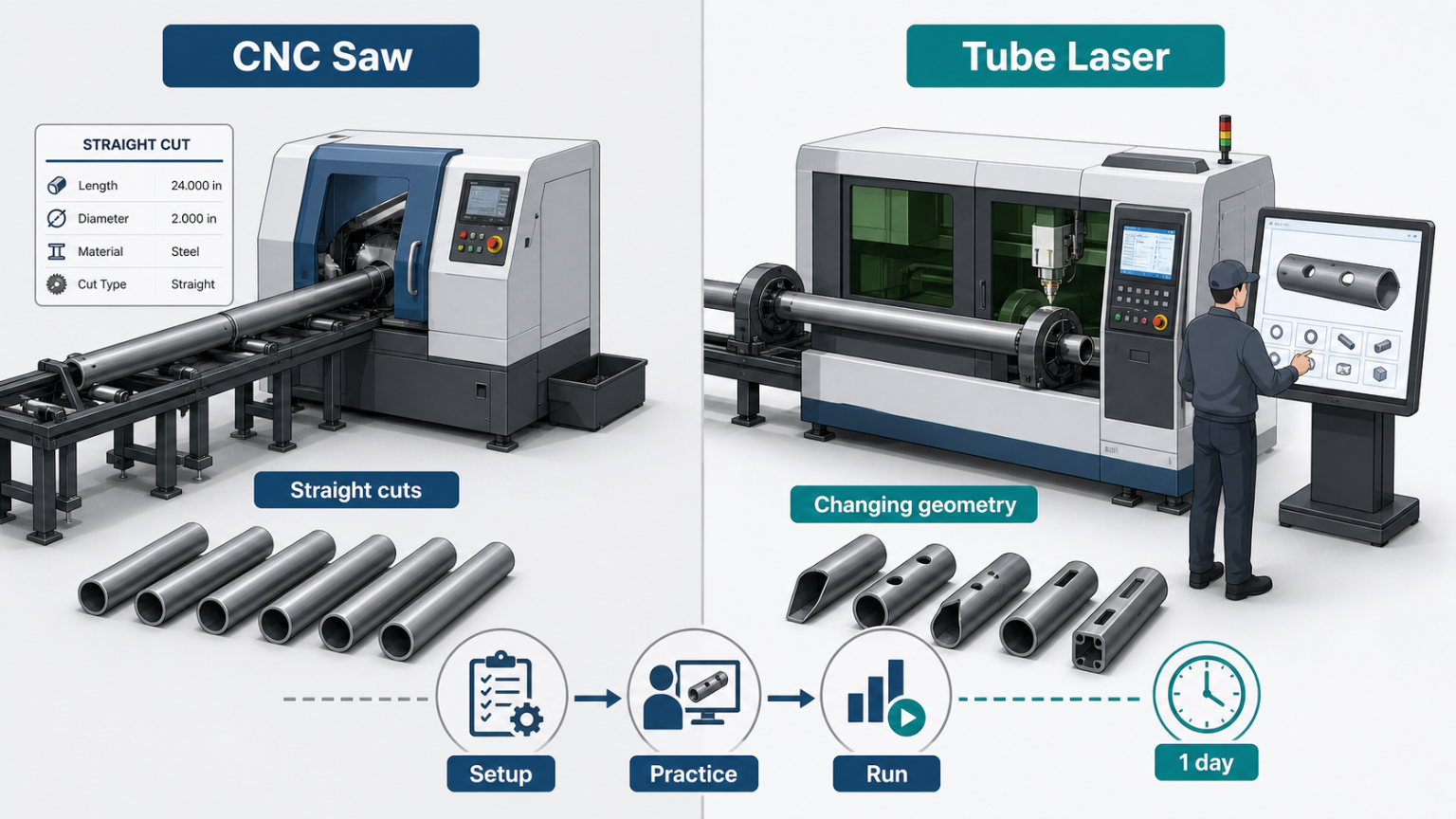
A saw setup can be very direct. The operator loads stock, sets the length or angle, clamps the material, and runs the batch. For repeated cut-off jobs, that simplicity has real value.
Laser tube cutting asks for more planning. The team must manage the drawing, program, cut path, piercing, material support, and inspection plan. But when the part family changes often, that programming can become an advantage. You can change the job without rebuilding a full set of mechanical fixtures for every feature.
I have watched new operators hesitate around advanced machines because the screen looks more complicated than the work itself. That is why we focus on making the machine practical for the shop floor. MZBNL handles R&D, manufacturing, and service in-house, and we design the machine experience around fast operator learning.
For a buyer, I would check four setup items before choosing:
- Can your current team run the machine after practical training?
- How many setups do you make per shift?
- How many fixtures do you build or store now?
- How often do customers change holes, slots, lengths, or part marks?
If your answer is “same cut, same length, all day,” CNC sawing stays strong. If your answer is “mixed tube parts, changing drawings, several features,” laser tube cutting deserves a serious cost study.
Which safety and quality standards should I reference?
For laser tube cutting, I would reference IEC 60825-1, 21 CFR Part 1040, and ISO 9013 where they apply; for sawing, I would pay close attention to OSHA 29 CFR 1910.212 machine guarding and the buyer’s own cut-quality requirements. These standards do not replace a machine-specific risk assessment, but they give your team concrete language for RFQ and acceptance.
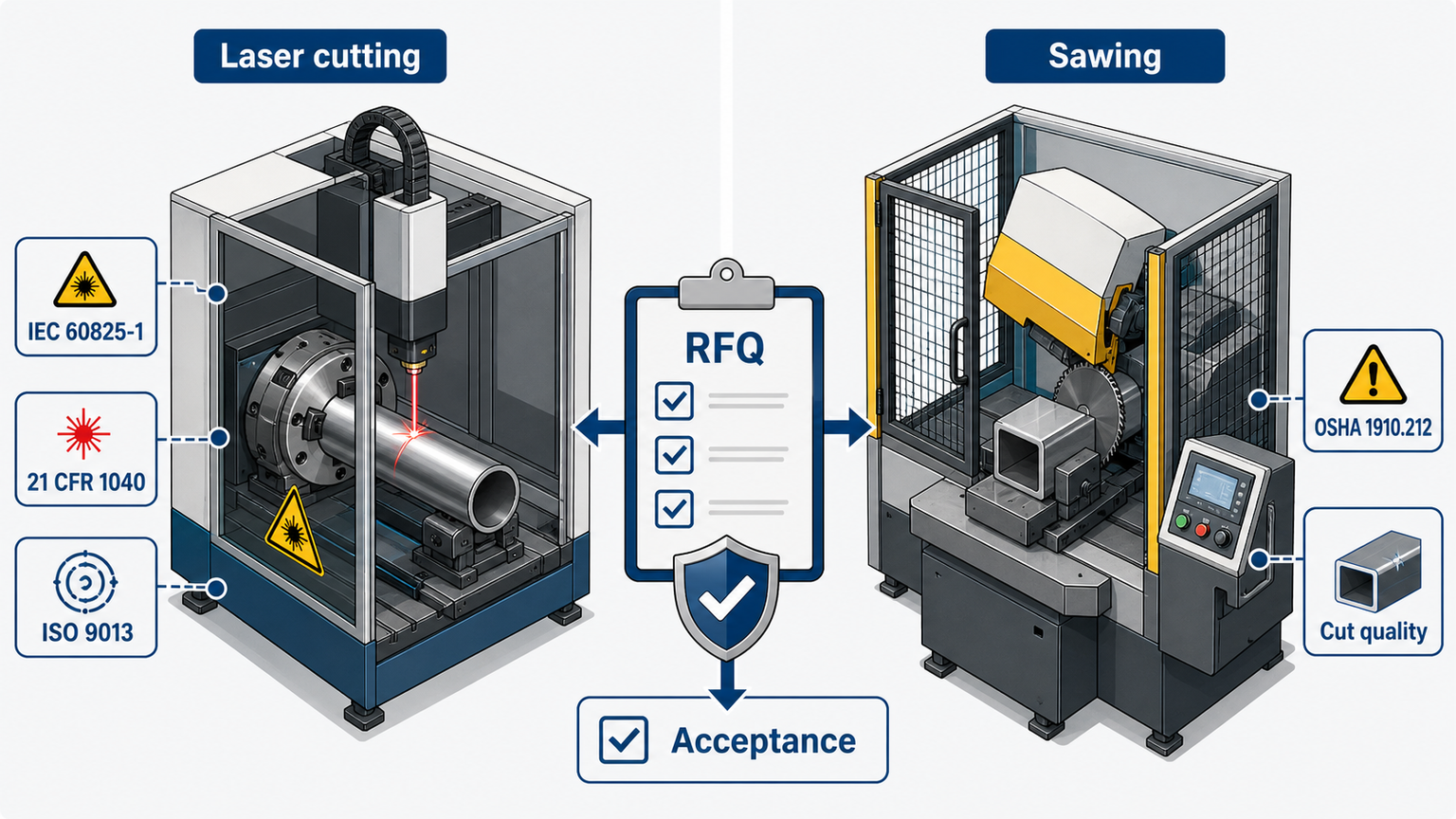
IEC 60825-1:2014 covers laser product safety for laser radiation from 180 nm to 1 mm. It establishes laser product classification and manufacturer information and warning requirements. In the United States, 21 CFR Part 1040 covers performance standards for light-emitting products, and 21 CFR 1040.10 applies to laser products manufactured or assembled after August 1, 1976, with specified exceptions.
For cutting quality, ISO 9013 is the common reference for quality classification and geometrical product specification of thermal cuts, including laser-cut edges. I would not quote an ISO 9013 tolerance class unless the machine supplier gives the class with material and thickness context.
For sawing, OSHA 29 CFR 1910.212 requires machine guarding to protect operators from hazards such as point of operation, ingoing nip points, rotating parts, flying chips, and sparks. OSHA also lists power saws among machines that usually require point-of-operation guarding.
Material standards also matter because tube buyers often specify them by market:
- United States: ASTM A500/A500M for structural carbon steel tubing. ASTM lists cold-formed welded and seamless carbon steel round, square, rectangular, or special shape structural tubing for welded, riveted, or bolted construction and general structural purposes, with a periphery limit of 88 in. [2235 mm] or less and wall thickness of 1.000 in. [25.4 mm] or less.
- Europe: EN 10219 for cold-formed welded structural hollow sections and EN 10210 for hot-finished structural hollow sections.
- China: GB/T 6728 for cold-formed steel hollow sections for general structure.
- Japan: JIS G 3444 for carbon steel tubes for general structural purposes and JIS G 3466 for carbon steel square and rectangular tubes for general structural purposes.
These standards help engineering, purchasing, and quality teams speak the same language before the RFQ reaches the final price stage.
How to decide — should I choose a fiber laser tube cutter or CNC sawing?
Choose CNC sawing when your shop mainly runs straight cut-to-length tube, pipe, or bar jobs; choose a fiber laser tube cutter when your finished tube needs multiple features and you want to reduce handling and secondary operations. If the decision still feels close, compare both routes by total cost per finished tube part, not machine price alone.
Choose a fiber laser tube cutter if:
- Your tube parts need holes, slots, miters, notches, contours, or part marking.
- You want to reduce drilling, punching, notching, layout, and repeated handling.
- Your part families change often.
- Your labor cost is rising because operators touch the same part several times.
- Your shop serves metal tube processing, furniture and sanitary ware, automotive or motorcycle parts, or institutional equipment manufacturing.
- You need a supplier that designs, builds, and services the equipment in-house.
Choose CNC sawing if:
- Your work is mostly straight cut-to-length production.
- Your part geometry stays simple and repeats in high volume.
- Your main metric is cost per straight cut.
- Your downstream processes already run efficiently.
- Your team does not need internal holes, slots, contours, or part marking in the same machine cycle.
Ask both suppliers for:
- A sample time study on your real drawing.
- A cost-per-finished-part estimate.
- Consumable assumptions.
- Scrap and remnant assumptions.
- Operator count per shift.
- Inspection points and acceptance criteria.
- Applicable safety and quality standards.
Conclusion
Fiber laser tube cutting and CNC sawing both have the right place in a tube shop. I would choose CNC sawing for high-volume straight cut-off work, and I would choose a fiber laser tube cutter when one tube part needs several features and the shop wants to reduce labor, handling, waste, and secondary operations.
If you want a practical comparison, send us your tube drawing, material standard, batch size, and current process route, and we can help you review the right machine path for your RFQ.