You cut stainless handrails and sanitary ware tubing without burrs by controlling the cut at the source and by defining “burr-free” as a measurable RFQ condition. I look at clamping, tube rotation, laser focus, assist gas, feed speed, and heat input first, then I ask the buyer to define maximum burr height, edge roughness, squareness, and any polishing or passivation requirement. ISO 9013:2017 gives the main quality framework for thermal-cut laser edges from 0.5 mm to 32 mm.
What does “burr-free” mean for stainless tube cutting?
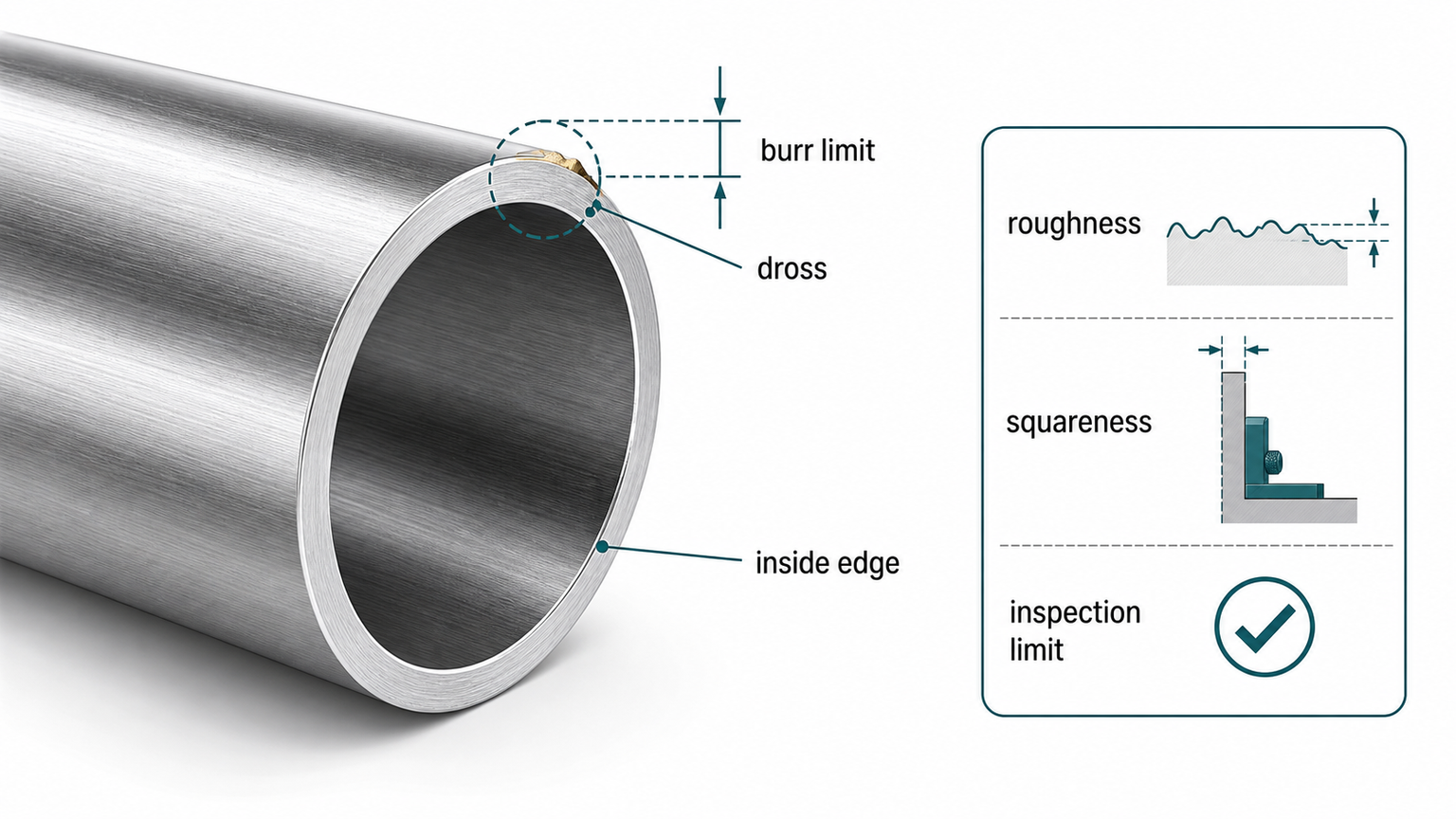
“Burr-free” should mean the cut edge meets an agreed inspection limit, not just that it looks clean. In real production, I want the drawing or RFQ to state the maximum burr or dross allowed, the edge roughness, the squareness, and whether the inside edge matters.
Use clear acceptance language like this:
| Requirement to define | Why it matters |
|---|---|
| Maximum burr or dross allowed | Prevents vague “clean cut” disputes |
| Cut-edge roughness | Controls feel, fit, and finish |
| Perpendicularity or squareness | Helps tube ends fit in welded or assembled frames |
| Internal burr allowance | Matters for sanitary, fluid, or visible tube ends |
| Post-cut finish | Clarifies polishing, passivation, or electropolishing needs |
ISO 9013:2017 helps classify laser-cut thermal edges, but the buyer and supplier still need to agree the required class or limit on the drawing.
Which standards matter for stainless handrails and sanitary ware tubing?
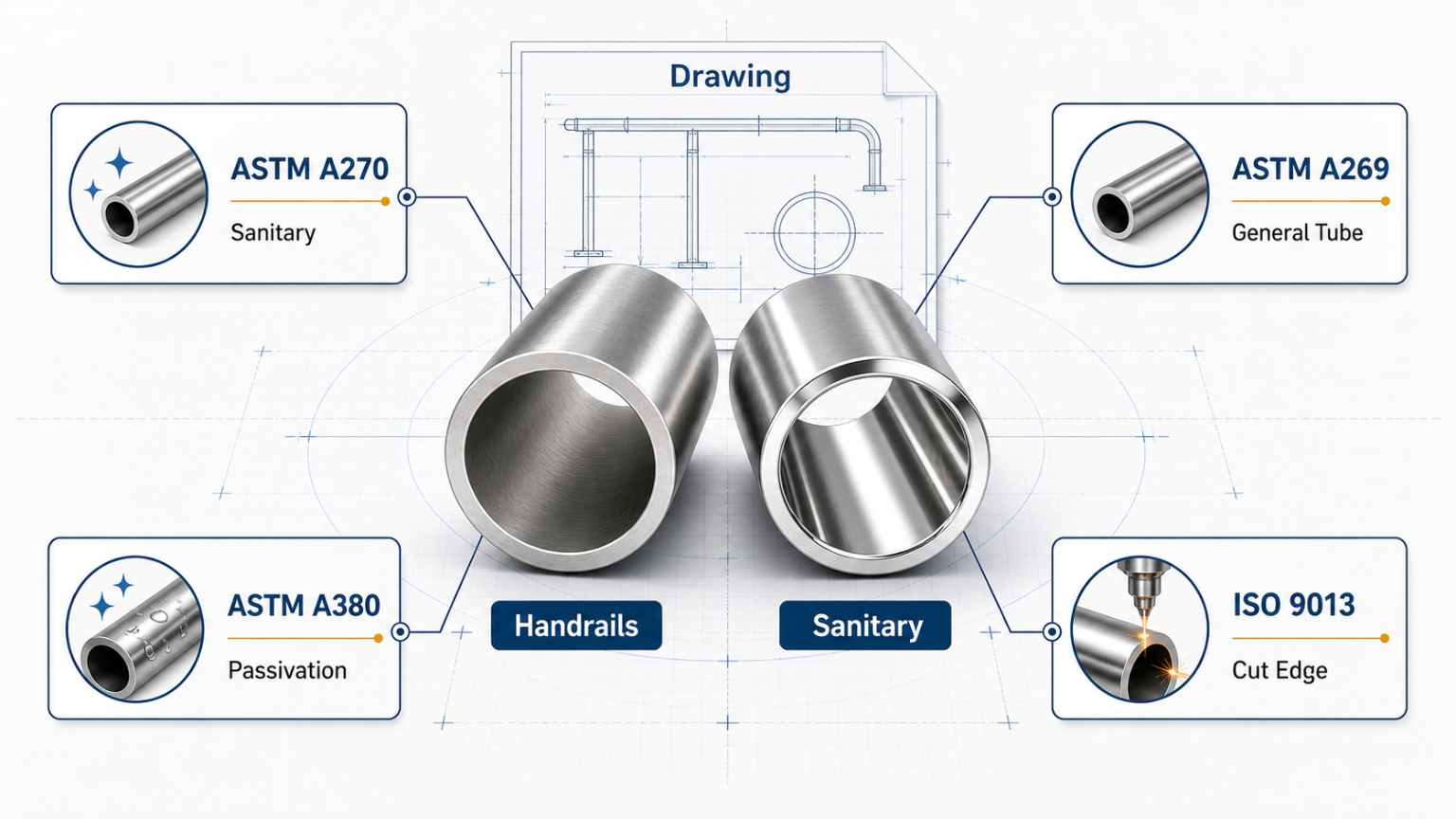
The most useful standards depend on the market and application: ASTM A270/A270M for US sanitary tubing, ASTM A269/A269M for US general stainless tubing, ASTM A380/A380M for cleaning and passivation, and ISO 9013:2017 for laser-cut edge quality. These standards do not replace the buyer’s drawing, but they give engineers and procurement teams a common language.
| Buyer market or use | Common standard to specify | What it covers |
|---|---|---|
| US sanitary tubing | ASTM A270/A270M | Seamless, welded, and heavily cold-worked stainless sanitary tubing up to 12 in. / 300 mm OD |
| US general stainless tubing | ASTM A269/A269M | Seamless and welded austenitic stainless steel tubing for general service |
| US post-cut cleaning/passivation | ASTM A380/A380M | Cleaning, descaling, and passivation of stainless parts, equipment, and systems |
| Global laser-cut edge quality | ISO 9013:2017 | Thermal cut classification and geometrical quality tolerances for laser cuts from 0.5 mm to 32 mm |
| China structural/mechanical welded tube | GB/T 12770-2025 | Welded stainless steel tubes for mechanical structures |
| China fluid transport pipe | GB/T 12771-2019 | Welded stainless steel pipes for fluid transport |
| Europe food/chemical welded tube | EN 10357 | Welded stainless tubes for food and chemical industry |
| Europe pressure welded tube | EN 10217-7 | Welded stainless tubes for pressure purposes |
For Japanese projects, buyers often reference JIS G 3446 for machine and structural stainless tubes and JIS G 3447 for stainless sanitary pipes.
Why do burrs form when cutting stainless handrail tube?
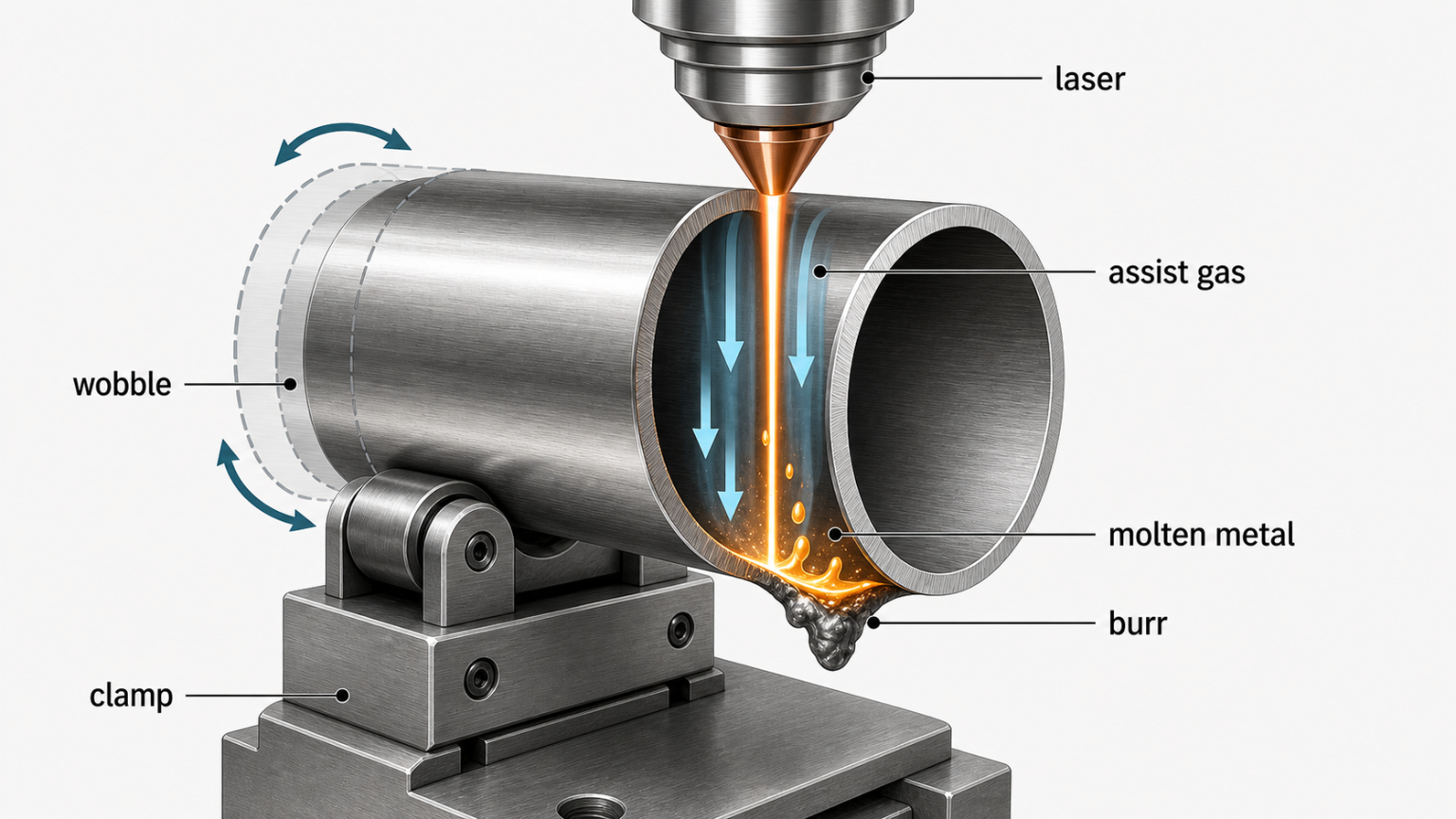
Burrs form when molten metal does not leave the cut cleanly or when the tube moves during cutting. I usually check fixture rigidity, tube clamping, rotation stability, focus position, assist gas, feed speed, heat input, wall thickness, tube grade, and weld seam position.
| Defect | Common cause to check | Practical fix to evaluate |
|---|---|---|
| Outside dross | Heat input or assist gas does not clear the cut | Adjust focus, gas, speed, and heat input during sample cutting |
| Inside burr | Melt flow collects on the inner edge | Check assist gas, tube wall thickness, and cut path setup |
| Slanted cut end | Tube rotation or clamping is unstable | Improve chuck grip, support, and rotation control |
| Heat tint near cut | Too much heat remains at the edge | Reduce heat input where possible and define cleaning needs |
| Rough edge | Focus, speed, or material condition is not matched | Run sample cuts against the required roughness limit |
I have seen good-looking sample cuts fail later because the internal burr was never inspected. For sanitary ware tubing, the inside edge can matter as much as the outside edge.
Can laser tube cutting eliminate secondary deburring?
Laser tube cutting can reduce or remove secondary deburring when the machine setup and material match the agreed acceptance limit. I do not promise “zero burr” without an inspection method, because “zero” means different things to a welder, a polishing worker, and a sanitary equipment buyer.

At MZBNL, we design, build, and service laser tube cutters for cutting and processing metal tube. We focus on making the machine simple to run because stable operation helps teams hold repeatable cut quality.
For procurement, the right question is not only “Can it cut without burrs?” The better question is: “Can it cut my tube sample to my maximum burr height, roughness, squareness, and finish requirement without secondary deburring?”
Do stainless sanitary tubes still need polishing or passivation after laser cutting?
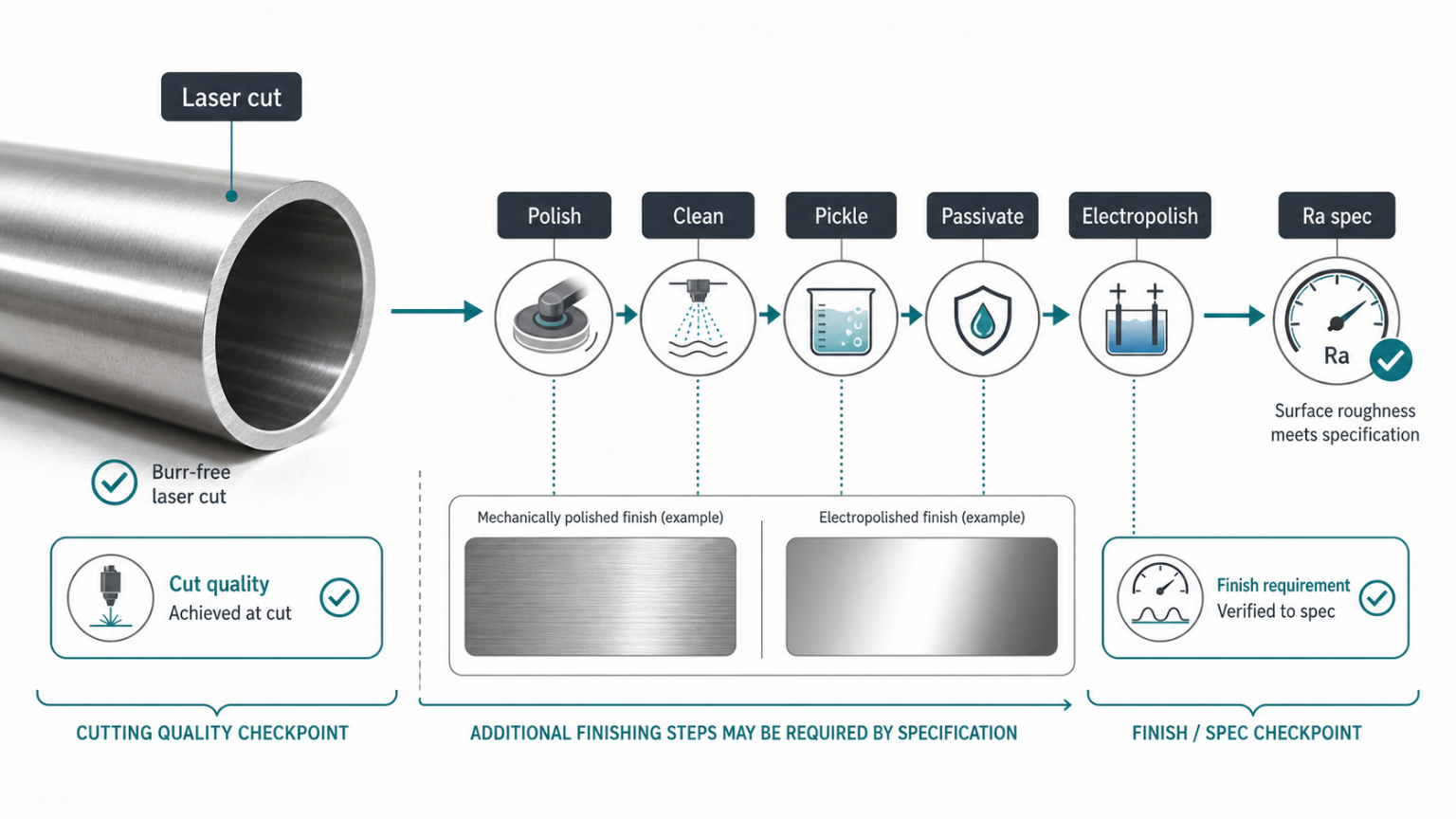
A burr-free laser cut may still need polishing, cleaning, pickling, passivation, or electropolishing if the product specification requires it. ASTM A270/A270M includes surface finish options such as mill finish, mechanically polished finishes No. 80, No. 120, No. 180, No. 240, electropolished finish, and maximum roughness average surface finish.
ASTM A380/A380M explains that passivation can remove free iron or iron compounds from stainless surfaces, typically by chemical dissolution. It also states that stainless steel forms its passive metal oxide film spontaneously in oxygen-containing environments if the surface has been thoroughly cleaned or descaled.
So I separate two decisions:
- Cut quality: burr, dross, squareness, and roughness at the tube end.
- Surface condition: heat tint, oxide scale, embedded iron, cosmetic polish, hygienic finish, and corrosion resistance.
This matters for sanitary ware and handrails because the visible finish often drives acceptance even when the cut dimension is correct.
What should I put in an RFQ for burr-free stainless tube cutting?
A good RFQ should state the tube size, material grade, finish, cut-edge acceptance limits, and post-processing requirement. If the RFQ only says “burr-free,” the supplier must guess, and that creates risk for both sides.

I would ask you to include:
- Tube outside diameter and wall thickness range.
- Stainless grade from your drawing or standard.
- Tube standard, such as ASTM A270/A270M, ASTM A269/A269M, GB/T 12770, GB/T 12771, EN 10357, EN 10217-7, JIS G 3446, or JIS G 3447.
- Surface finish requirement, including polishing or electropolishing if needed.
- Maximum burr or dross allowed.
- Maximum cut-edge roughness if your drawing controls it.
- Angular or squareness tolerance.
- Whether internal burr is allowed.
- Whether passivation, pickling, cleaning, or descaling is required.
- Inspection method and sample acceptance process.
This checklist helps engineers compare real capability, and it helps procurement compare suppliers on the same basis.
How should engineers inspect a burr-free stainless tube sample?
Engineers should inspect the cut edge against the RFQ limits, not only by visual judgment. I would check the outside edge, inside edge, squareness, roughness, fit-up, heat tint, and any required post-cut surface condition.

A practical sample review can follow this order:
- Confirm tube material and standard.
- Check outside cut edge for burr and dross.
- Check internal edge if the tube carries fluid, needs hygiene, or remains visible.
- Measure squareness or perpendicularity where assembly fit matters.
- Check roughness if the drawing or sanitary requirement controls it.
- Review heat tint or oxide scale before deciding on ASTM A380/A380M cleaning or passivation steps.
- Confirm whether polishing or electropolishing is still needed.
In our factory, I prefer sample approval before volume production because it removes opinion from the discussion. The sample becomes the shared reference.
What machine features help control burrs in stainless tube cutting?
The most important machine-side controls are stable clamping, stable rotation, correct focus control, assist gas control, and repeatable feed motion. Tube cutting differs from flat sheet cutting because the material rotates, the weld seam can affect consistency, and the tube end must often fit another part.

MZBNL builds Q-series laser tube cutters for stainless handrail and sanitary tube work for cutting and processing metal tube, and we handle R&D, manufacturing, and servicing in-house. We also make automatic punching machines for automatic punching. Our job is to make complex technology simple to run, because a machine that needs expert-only setup can create unstable quality on a busy factory floor.
We have trained teams that moved from weeks of operator learning down to a single day. That matters when a plant manager needs repeatable tube cutting without relying on one highly skilled operator for every shift.
How do I choose a supplier for stainless handrail and sanitary tube cutting equipment?
Choose a supplier that can prove sample quality against your drawing, explain the standards, train your operators, and support the machine after installation. A low machine price does not help if the plant still pays for manual deburring, rework, rejected tube ends, or slow operator training.

For a technical and procurement review, I suggest these questions:
- Can you cut my actual stainless tube sample and inspect it against my burr, roughness, and squareness limits?
- Can you explain how ISO 9013:2017 applies to my laser-cut edge requirement?
- Can you support ASTM A270/A270M, ASTM A269/A269M, ASTM A380/A380M, GB, EN, or JIS-based projects when my buyer specifies them?
- How fast can my operators learn the machine?
- Who services the machine after installation?
- What information do you need before you recommend a configuration?
MZBNL is an ISO-certified high-tech enterprise established in 2010. We hold 30+ patents and have served 4,000+ customer applications globally. I share those facts because buyers need evidence, but I still believe the real proof starts with your tube sample and your acceptance limits.
Conclusion
The practical way to cut stainless handrails and sanitary ware tubing without burrs is to define the edge requirement, control the laser tube cutting process, and verify the sample before production. ISO 9013:2017 helps define thermal-cut edge quality, while ASTM A270/A270M, ASTM A269/A269M, and ASTM A380/A380M help frame tubing, finish, cleaning, and passivation decisions.
Send us your tube OD, wall thickness, material grade, finish requirement, and burr limit, and we can help you prepare a sample-based RFQ review.