Laser tube cutter TCO comes down to cost per good part, not machine price alone. I calculate it as annualized machine cost plus labor, electricity, assist gas or compressed air, consumables, maintenance, downtime, scrap, and training, divided by conforming parts shipped. MZBNL does not publish a fixed machine price or payback period in the supplied data, so I would not give you a fake number. The practical way is to request the operating inputs, run a trial part, and calculate payback as net investment divided by annual net savings.
What drives the cost?
The main cost drivers are purchase price, installation, labor, gas or compressed air, maintenance, downtime, scrap, and operator training. I start with these items because they change the real cost per good part more than the quoted machine price alone.

I have seen buyers compare two quotes by price only, and then learn later that one quote needed more secondary work, more operator skill, or more setup time. That is where the hidden cost sits. For a laser tube cutter, you need to price the whole production cell.
| Cost factor | Impact | What to ask the supplier |
|---|---|---|
| Purchase and financing | Sets the annualized capital cost | Machine price, payment terms, warranty scope |
| Installation | Adds cost before the first production part | Foundation, rigging, power, gas lines, extraction, training |
| Labor | Often drives ROI in tube processing | Operators per shift, programming time, loading and unloading method |
| Electricity | Scales with duty cycle and local tariff | Measured kWh per shift or per part during a trial |
| Assist gas or compressed air | Adds recurring operating cost | Oxygen, nitrogen, or compressed air requirement, plus pressure and flow |
| Consumables | Affects planned operating cost | Nozzles, lenses, protective windows, filters, lubricants |
| Maintenance | Controls downtime and repair exposure | Preventive maintenance interval, spare parts list, service terms |
| Scrap and rework | Raises effective cost per shipped part | First-pass yield, nesting yield, cut quality, setup error rate |
| Downtime | Reduces useful production hours | Availability target, spare-part lead time, service response process |
| Training | Controls ramp-up cost and operator dependency | Time from new operator to competent operation |
At MZBNL, we design, build, and service laser tube cutters and automatic punching machines in-house. We were established in 2010, and we are ISO-certified, with 30+ patents and 4,000+ customer applications globally. Our practical goal is simple: make complex technology easier to run, so a factory does not depend on a few highly specialized operators.
What does it cost to run?
A laser tube cutter’s running cost includes labor, electricity, assist gas or compressed air, consumables, maintenance, downtime, scrap, software, floor space, and training. The clean TCO formula is: (annualized capital cost + finance + installation + labor + electricity + gas or air + consumables + maintenance + repair + software + floor space + downtime + scrap/rework + disposal) / conforming parts shipped.
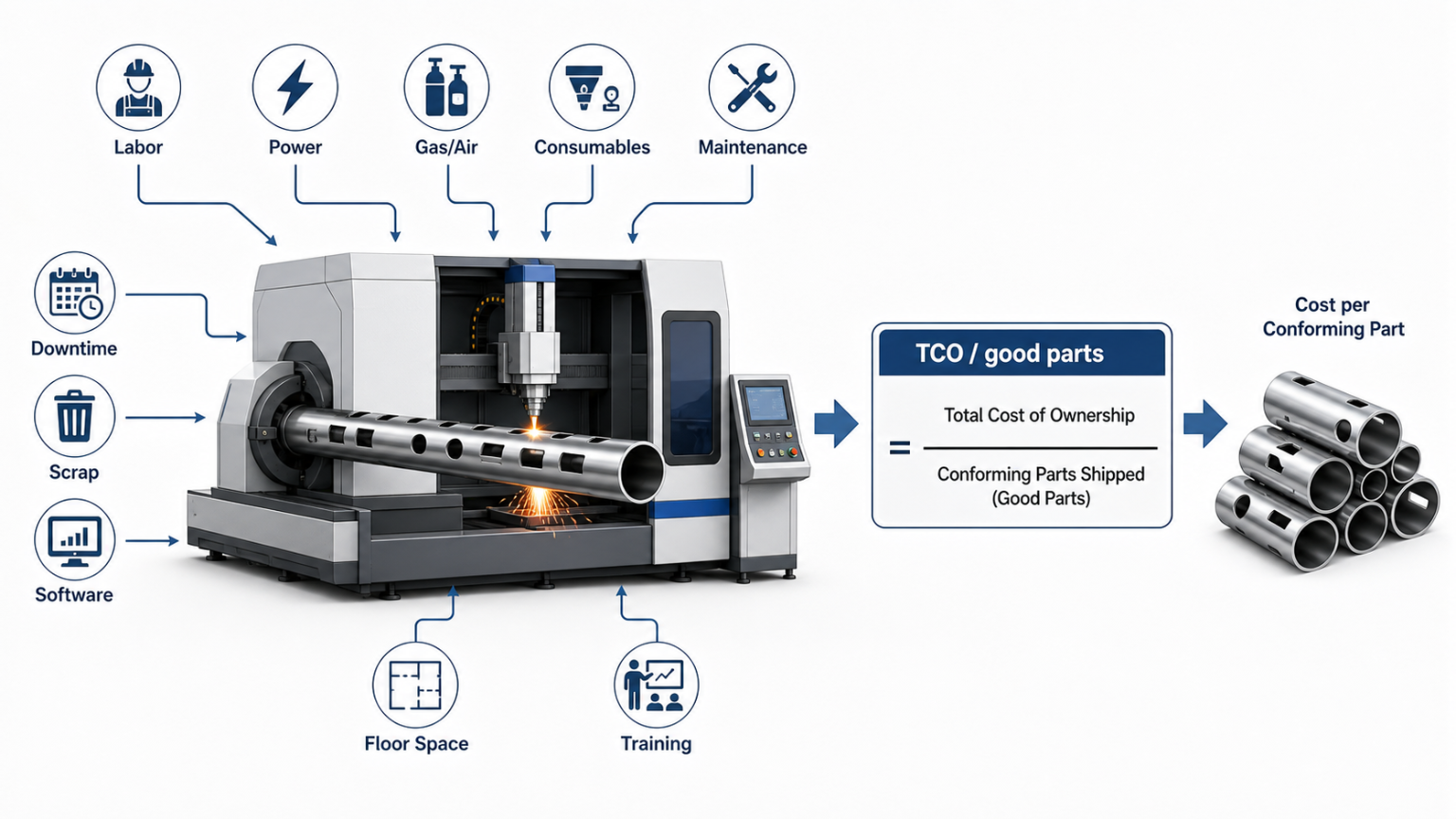
I do not recommend using a “per hour” cost without checking good parts. A machine can run, but if it produces bad parts, slow setups, or extra rework, your shipped-part cost goes up.
| TCO item | What to measure | Why it matters |
|---|---|---|
| Labor | Operators per shift and programming time | Labor reduction often creates a major part of annual savings |
| Electricity | Measured kWh per shift or per part | Laser source, chiller, drives, dust collector, and compressor all draw power |
| Assist gas or compressed air | Gas type, purity, pressure, flow, and local price | Oxygen, nitrogen, and compressed air create different cost and edge results |
| Consumables | Nozzle, lens, protective window, filter, and lubricant use | Small parts become large costs across many shifts |
| Maintenance | Preventive maintenance schedule and spare-part pricing | Planned service costs less than long stoppages |
| Downtime | Lost hours and cause codes | OEE separates losses into availability, performance, and quality |
| Scrap and rework | First-pass yield and rejected parts | Bad parts increase cost per conforming shipped part |
| Training | Days to competent operation | MZBNL states that training can drop from weeks to a single day |
Compressed air deserves attention. The U.S. DOE calls compressed air a vital plant utility, and it notes that compressors can use more electricity than any other equipment type in many industrial facilities. DOE also states that compressed-air system improvements can save 20% to 50% or more of compressed-air electricity consumption. So if your laser tube cutter uses compressed air for assist gas or pneumatic systems, you should measure the compressor load, not just the machine cabinet.
Cooling also matters. Laser cutting commonly uses water circulation through a chiller or heat-transfer system, so you should include the chiller in your electricity check. I would ask for trial data that includes the laser source, chiller, dust collector, and compressor together.
How fast does it pay back?
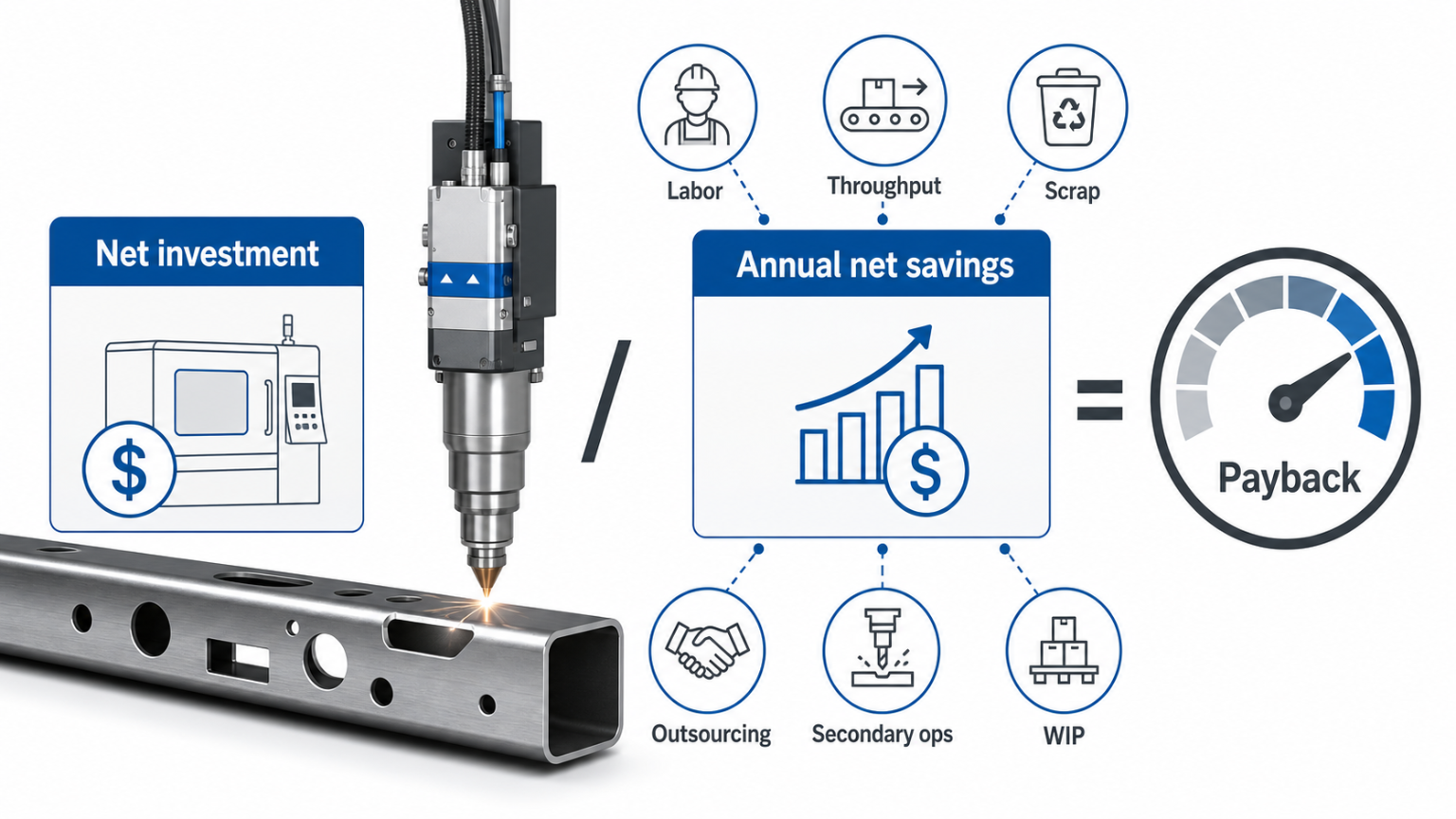
Payback equals net investment divided by annual net savings, and the savings usually come from labor reduction, higher throughput, lower scrap, less outsourcing, fewer secondary operations, and lower WIP. Because MZBNL has not provided a fixed machine price, payback period, or ROI percentage in this brief, I would calculate it with your own production data.
Here is a worked example structure. These numbers are assumptions only. Replace them with your quote, wage rate, local utility cost, gas contract, and trial output.
| Payback input | Example assumption | Calculation |
|---|---|---|
| Net machine investment after installation | $250,000 | Input from quote |
| Annual labor savings | $70,000 | From reduced operators, overtime, or manual steps |
| Annual outsourcing reduction | $45,000 | From parts brought in-house |
| Annual scrap and rework savings | $20,000 | From measured first-pass yield improvement |
| Annual secondary-operation savings | $35,000 | From fewer saw, drill, punch, or deburr steps |
| Added annual operating cost | $40,000 | Electricity, gas, consumables, maintenance |
| Annual net savings | $130,000 | $70,000 + $45,000 + $20,000 + $35,000 - $40,000 |
| Simple payback | 1.92 years | $250,000 / $130,000 |
This example does not claim your plant will get this result. It shows the math I would use in a buying meeting. A furniture tube plant, an automotive parts shop, and an educational equipment manufacturer can all have different savings because their part mix and labor pattern differ.
I also like to check OEE as a supporting metric. OEE is commonly expressed as Availability × Performance × Quality, and ISO 22400-2 is often cited for OEE definitions. This helps you see whether the gain comes from fewer stoppages, faster production, or better first-pass quality.
What safety and standards should I check?
You should check laser safety, machine electrical safety, risk assessment, safety-related controls, and market-specific compliance before you buy. For a laser tube cutter, IEC 60825-1, ISO 11553-1, IEC or EN 60204-1, ISO 12100, and ISO 13849-1 are common references to discuss with the supplier.

IEC 60825-1:2014 covers laser product safety classification and requirements for laser products emitting radiation from 180 nm to 1 mm. It also covers manufacturer information, labeling, instructions, and protective features. IEC lists materials processing as a typical laser product use case, so it applies directly to industrial laser cutting discussions.
IEC 60204-1 / EN 60204-1 covers machinery electrical equipment. Buyers often use it to discuss controlgear, protective bonding, emergency stop, marking, and documentation. ISO 11553-1 covers general safety requirements for laser processing machines. ISO 12100 covers machinery risk assessment and risk reduction, and ISO 13849-1 covers safety-related control system parts and performance levels.
If you sell into Europe, you should also track Regulation (EU) 2023/1230 on machinery. It replaces Machinery Directive 2006/42/EC and applies fully from January 20, 2027, with some provisions applying earlier.
What tube material details should I put in the RFQ?
You should list tube material, grade, standard, shape, wall thickness, delivery condition, and inspection requirement in the RFQ. This matters because edge quality, burr level, heat-affected zone, and tolerance depend on material, wall thickness, geometry, chuck condition, assist gas, cutting recipe, and inspection method.

For the U.S. market, buyers may reference ASTM A500 / A500M for structural carbon steel tubing, ASTM A513 / A513M for electric-resistance-welded mechanical tubing, and ASTM A554 for welded stainless mechanical tubing. For Europe, common references include EN 10305 for precision steel tubes, EN 10219 and EN 10210 for structural hollow sections, and EN 10357 for welded stainless tubes used in food and chemical industry applications.
For China, buyers may reference GB/T 6728, GB/T 3094, and GB/T 8162. For Japan, common references include JIS G 3444, JIS G 3445, and JIS G 3466.
I would not ask a supplier, “Can it cut steel tube?” I would ask for a test cut on your actual tube, your drawing, your hole pattern, your edge requirement, and your inspection method. That gives you evidence instead of a broad promise.
What should I verify before I buy?
You should verify the numbers that change cost per good part before you sign the purchase order. I would use the RFQ and trial to collect measured inputs, not general claims.

- Machine scope: Ask what the quoted system includes, such as loading, unloading, software, dust extraction interface, chiller, and training.
- Tube range: Request the supported tube shapes, sizes, wall thicknesses, and material types for your own parts.
- Trial part: Send your drawing and tube material, then ask for cut samples, cycle time, scrap count, and inspection results.
- Labor model: Ask how many operators the cell needs per shift and what skill level they need.
- Training time: Ask how the supplier supports new operators. At MZBNL, we build machines so many teams move from weeks of training down to a single day.
- Gas or air use: Ask for oxygen, nitrogen, or compressed-air requirements, including pressure, purity, and measured flow during a trial.
- Electricity use: Ask for measured kWh per shift or per part, including laser source, chiller, dust collector, and compressor where applicable.
- Maintenance plan: Ask for preventive maintenance intervals, consumables list, spare parts, and service process.
- Downtime risk: Ask about spare-part lead time and how the supplier supports troubleshooting.
- Safety standards: Ask how the machine addresses IEC 60825-1, ISO 11553-1, IEC / EN 60204-1, ISO 12100, and ISO 13849-1 where relevant.
- Compliance market: If you sell into Europe, ask about Regulation (EU) 2023/1230 and technical documentation expectations.
- Warranty scope: Ask what the warranty includes and excludes, especially optics, consumables, service labor, and travel.
- Acceptance criteria: Define cycle time, cut quality, first-pass yield, and inspection method before the trial.
Conclusion
A laser tube cutter pays back when its annual net savings exceed the annual cost of ownership by enough to justify the investment. I look at cost per good part first, then I use payback math to connect labor, throughput, scrap, outsourcing, downtime, gas, electricity, and maintenance into one decision.
If you want a practical evaluation, send your tube data for a real quote — drawings, material standards, production volume, and current process cost — and we can help you build the RFQ checklist and quote inputs.