Choose assist gas by the edge your downstream process needs, not by gas price alone. I use nitrogen when stainless tube needs a bright, low-oxidation edge. I use oxygen mainly for carbon or mild steel when cutting efficiency matters and an oxidized edge is acceptable. I use compressed air when cost control matters and the buyer can accept some oxidation, discoloration, dross, or rework.
Laser cutting uses a focused beam and an assist gas jet to remove material from the kerf, as described in the laser cutting overview. That gas changes the edge. So before we talk about machine price or gas supply, I ask one factory-floor question: “Will this tube go straight to welding, coating, polishing, assembly, or visible use?”
What should you decide first?
You should decide the material, edge requirement, production volume, compliance market, and rework tolerance before you choose oxygen, nitrogen, or air. These five drivers set the real cost of the cut because they affect gas use, scrap, labor, and the next process after cutting.
| Factor | Why it matters | How to assess yours |
|---|---|---|
| Tube material | Stainless, carbon steel, and mild steel react differently with oxygen and nitrogen. | List the exact material standard in the RFQ, such as ASTM A500/A500M-23, ASTM A513/A513M-24, ASTM A269/A269M-22, EN 10210, EN 10219, JIS G3445, JIS G3466, JIS G3446, GB/T 6728, or GB/T 3094. |
| Edge destination | Welding, coating, polishing, and visible surfaces usually need cleaner edges. | Mark each part as welded, coated, polished, hidden, or visible. |
| Oxidation tolerance | Oxygen and air can leave oxide or discoloration because they contain oxygen. | Decide whether oxide scale or edge color will force cleaning before the next step. |
| Production volume | Gas cost matters more when the machine runs long shifts or high batch quantities. | Compare gas cost with rework labor, scrap, and delivery pressure. |
| Cut quality requirement | ISO 9013:2017 covers thermal cutting quality tolerances for laser cuts from 0.5 mm to 32 mm. | Define acceptable dross, burr, roughness, angularity, and post-processing before the trial cut. |
In our factory, I have seen buyers focus on the cylinder price and miss the cleaning labor. That mistake often hides inside the welding department, not inside the laser cutting department. The cheaper gas can become expensive if every tube needs extra brushing before welding or coating.
Which specs actually matter, and what range do you need?
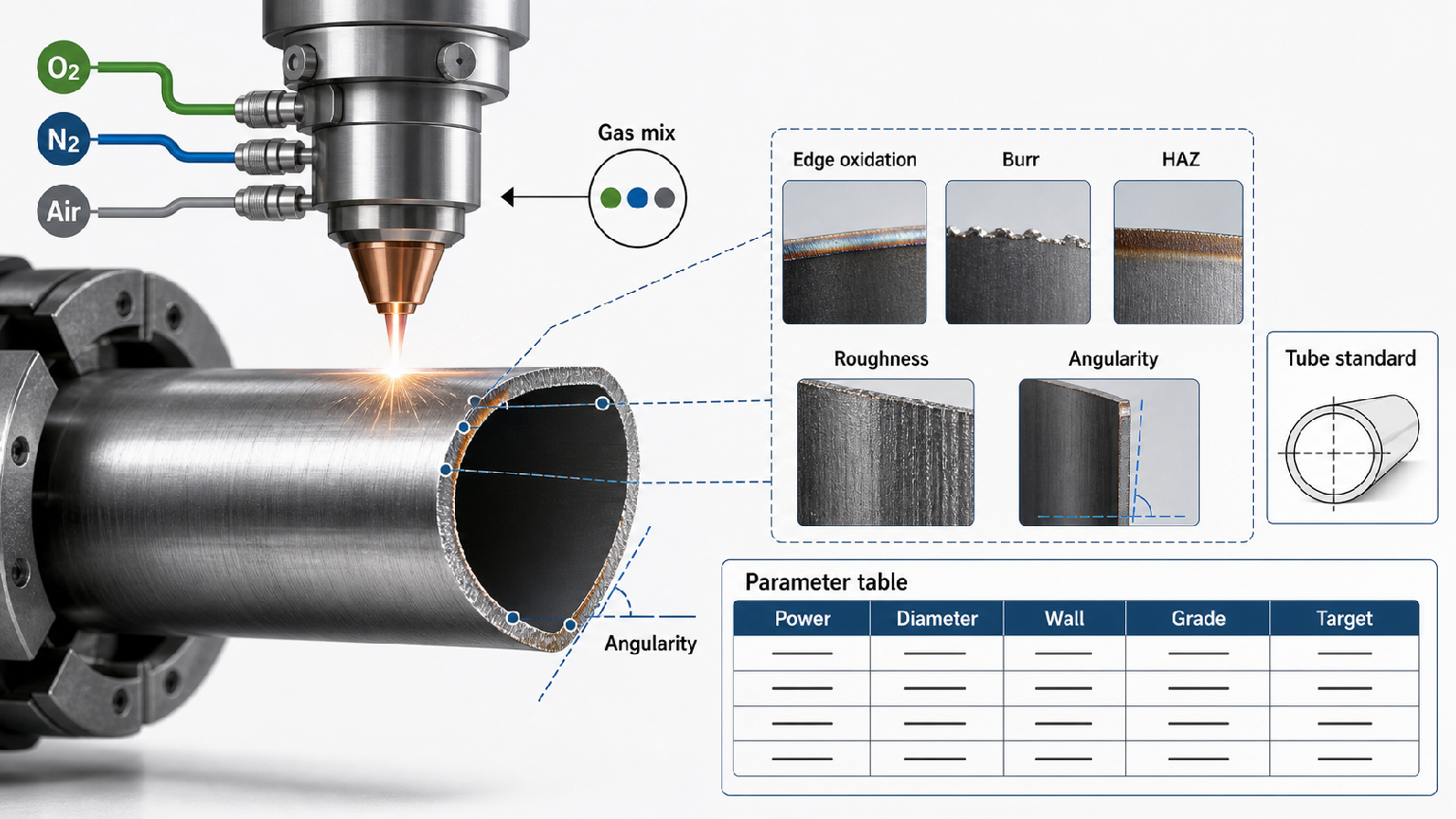
The specs that matter are edge oxidation, dross or burr, heat-affected zone, roughness, angularity, tube standard, gas composition, and the exact machine parameter table for your tube. I do not give one universal pressure, speed, nozzle, or focal-position range because those values need the exact laser power, tube diameter, wall thickness, grade, and edge target.

| Spec / parameter | What to look for | Typical range or verified reference |
|---|---|---|
| Laser cut quality class | Use a recognized tolerance basis for the cut edge. | ISO 9013:2017 covers thermal cutting tolerances for laser cuts from 0.5 mm to 32 mm. |
| Tube material standard | Match the material to the drawing, market, and mill certificate. | ASTM A500/A500M-23 for carbon steel structural tubing; ASTM A513/A513M-24 for ERW carbon and alloy mechanical tubing; ASTM A269/A269M-22 for austenitic stainless steel tubing. |
| European structural tube reference | Confirm hot-finished or cold-formed hollow section requirements. | EN 10210 covers hot-finished hollow sections; EN 10219 covers cold-formed welded structural hollow sections. |
| Assist gas oxygen content | Oxygen content affects oxidation and edge color. | Dry air is about 78.08% nitrogen, 20.95% oxygen, and 0.93% argon by volume. |
| Nitrogen cutting result | Look for a low-oxidation fusion-cut edge. | Nitrogen supports fusion cutting by ejecting molten metal without intentional oxidation. |
| Oxygen cutting result | Look for oxide scale and reactive heat benefit on iron or steel. | Oxygen acts as an oxidizing agent, and oxidation of iron or steel adds heat to the cut. |
| Machine setup values | Request a parameter table for your real tube. | Ask for gas pressure, flow, nozzle, focal position, pierce time, and cutting speed for your laser power, diameter, wall thickness, grade, and edge quality target. |
| Operator training | Check whether the machine can run with your current labor skill level. | At MZBNL, we design machines so most teams move from weeks of training down to a single day. |
For procurement, I would not treat gas price as a stand-alone line item. I would build the cost model around gas, electricity or compressor cost, filtration and drying, gas consumption, rework labor, scrap, and downstream welding or coating needs.
For production engineers, I would ask for a trial cut and inspect the actual edge. ISO 9013:2017 gives a useful quality language, but your part drawing and your next process still decide what is acceptable.
How do you match the option to your use case?
Use nitrogen for clean stainless edges, oxygen for efficient carbon steel cutting where oxide is acceptable, and compressed air for cost-sensitive work where rework risk is acceptable. That is the practical map I use before I run a tube cutting trial.

| If your use case is... | Choose this assist gas | Why it fits |
|---|---|---|
| Stainless tube for visible furniture or sanitary ware surfaces | Nitrogen | It supports a bright, low-oxidation fusion-cut edge, so it usually reduces edge cleaning before polishing or visible assembly. |
| Stainless tube that will be welded or coated | Nitrogen | A cleaner edge helps when the next process is sensitive to oxidation or contamination. |
| Carbon or mild steel structural tube where speed and efficiency matter | Oxygen | Oxygen-assisted cutting is reactive, and oxidation of iron or steel adds heat to the cut. |
| Carbon steel parts where oxide scale can be cleaned later | Oxygen | It can fit the process if cleaning before welding or coating already exists in the workflow. |
| Cost-sensitive stainless or carbon tube parts with hidden edges | Compressed air | Air can reduce gas cost, but its oxygen content can create oxidation or discoloration. |
| Educational or institutional facility equipment with mixed visible and hidden tube parts | Nitrogen for visible stainless; air or oxygen only where edge cleaning is acceptable | The right choice may differ by part family, not only by machine. |
| Automotive or motorcycle tube parts with tight downstream requirements | Start with nitrogen for stainless; validate oxygen or air only after trial cuts | The next process and inspection standard should drive the gas choice. |
Here is the simple reason. Nitrogen behaves as an inert assist gas in practical laser cutting use, so it removes molten metal without intentionally oxidizing the edge. Oxygen does the opposite in carbon steel cutting: it reacts with iron or steel and adds heat, but it leaves oxide scale. Air sits between them because it contains both nitrogen and oxygen.
At MZBNL, we design and service laser tube cutters for cutting and processing metal tube, and we also build automatic punching machines. I have watched teams lose time because they tried to force one gas across every product family. A mixed factory often needs a mixed rule: nitrogen for parts that need clean edges, oxygen for carbon steel where oxide is acceptable, and air only where the full cost still works after rework.
What should you check before you commit — and on the supplier?
Before you commit, you should check the trial-cut result, gas supply plan, local service support, spare parts, certification, warranty, lead time, and customization path. A good RFQ should make the supplier prove the process on your material instead of only quoting the machine.

- Material and grade: State the exact tube standard and grade, such as ASTM A500/A500M-23, ASTM A513/A513M-24, ASTM A269/A269M-22, EN 10210, EN 10219, JIS G3445, JIS G3466, JIS G3446, GB/T 6728, or GB/T 3094.
- Tube form: Specify round, square, rectangular, or special-shape tube because ASTM A500 and ASTM A513 both cover more than one form.
- Wall thickness and diameter: Provide the exact tube drawing and do not accept a generic assist-gas parameter sheet.
- Edge quality target: Define oxidation, dross, burr, roughness, angularity, and cleaning requirement. ISO 9013:2017 can help frame thermal cut quality.
- Gas supply method: Compare cylinders, bulk supply, on-site nitrogen generation, and compressed air with filtration and drying. Do not compare only the gas invoice.
- Trial cut: Ask the supplier to cut your real tube and show the edge before and after welding, coating, polishing, or assembly where relevant.
- After-sales and spare parts: Confirm service availability and spare parts support in your region.
- Operator training: Ask how long your operators need before they can run production. At MZBNL, our core design goal cuts training from weeks down to a single day for most teams.
- Certification: Confirm machine and company certification for your procurement process. MZBNL is ISO-certified.
- Local compliance: If your market requires SASO/SABER, ESMA, SNI, or another import or conformity process, confirm the documentation before purchase.
- Warranty: Ask what the warranty covers, what it excludes, and how response time works.
- Customization: Ask whether the supplier can adjust fixtures, loading, unloading, software workflow, or process support for your tube family.
MZBNL was established in 2010, and we handle R&D, manufacturing, and servicing in-house. We hold 30+ patents and serve 4,000+ customer applications globally. I mention those facts because industrial buyers need to know whether the supplier can support the machine after installation, not because badges cut tube.
What mistakes do buyers most often make?
The most common mistake is choosing the lowest gas cost and ignoring the cost of edge rework, scrap, and downstream delays. I see this most often when purchasing and production measure different costs.

They treat air as clean nitrogen. Air is about 20.95% oxygen by volume, so it can oxidize stainless or carbon steel edges. It can be a good cost choice, but it is not an inert clean-edge substitute.
They use oxygen on stainless visible parts without checking the edge. Oxygen can create oxidation. If the stainless tube goes into furniture, sanitary ware, or visible equipment, the cleaning work can cancel the saving.
They compare cutting speed without checking the next process. A fast cut does not help if welding, coating, or polishing slows down. The buyer should inspect the complete route from tube cutting to finished part.
They ask for a universal parameter table. Gas pressure, nozzle size, focal position, pierce time, and speed need the exact laser power, tube diameter, wall thickness, grade, and desired edge quality. A generic number can mislead the team.
They forget the destination market. A tube part for one market may need different material documents or conformity checks than a similar part for another market. Standards such as ASTM A500, ASTM A513, ASTM A269, EN 10210, and EN 10219 help structure the RFQ, but they do not replace the exact project specification or mill certificate.
Conclusion
For stainless tube with visible, welded, coated, or polished edges, I would start with nitrogen; for carbon or mild steel where oxide is acceptable, I would test oxygen; for cost-sensitive hidden edges, I would test compressed air. The right choice comes from the finished part, not only from the cutting machine.

If you want a grounded RFQ, send the tube drawing, material standard, wall thickness, target edge quality, and downstream process, and we can confirm the right cut configuration and match the assist gas to the real production job.