The right tube laser is the one that gives you the lowest cost per good part at the required tolerance, not the one with the biggest laser power or the lowest machine price. I tell buyers to prove that number with a time study on real drawings, real tube stock, and a real batch size. The study must include loading, unloading, cutting, scrap, rework, consumables, operator count, and maintenance downtime.
What should you decide first?
You should decide your application, tube material, throughput target, tolerance need, budget limit, and destination-market compliance before you compare machine offers. These drivers shape every serious buying decision. If you skip them, suppliers will quote around assumptions instead of your real production problem.

| Factor | Why it matters | How to assess yours |
|---|---|---|
| Application | Furniture tube, sanitary ware parts, motorcycle frames, and institutional equipment do not create the same cutting and punching workload. | List your top 10 parts by monthly volume and mark which need cutting, punching, or both. |
| Tube material and standard | Tube stock can vary by market and application. Buyers may specify ASTM A500/A500M in the US, EN 10219 in Europe, GB/T 6728 in China, or JIS G 3466 in Japan for common structural hollow sections. | Give suppliers your tube standard, shape, wall thickness, and mill tolerance. |
| Throughput | A fast cut means little if loading, sorting, and rework slow the whole line. | Time your current process from raw tube to accepted part, not only cutting time. |
| Precision and cut quality | “High precision” means different things unless you define it. ISO 9013:2017 gives neutral language for thermal cut quality and geometrical product specification. | Put the required tolerance and cut quality language in the RFQ, and ask suppliers to respond against ISO 9013 where it applies. |
| Budget and cost per good part | A cheap machine can cost more if it needs more labor, scrap, or rework. | Compare total cost using operator time, scrap, rework, consumables, service, and downtime. |
| Compliance market | Safety and documentation requirements differ by destination market and buyer type. | Ask what safety standards, certificates, risk documents, and local import documents apply before you sign. |
On the factory floor, I often see the same pattern. A buyer asks first about power or price. After we review the part drawing, the real issue becomes fixture change time, operator skill, or scrap from inconsistent tube stock. That is why I start with the part and the process.
We design, build, and service laser tube cutters and automatic punching machines in-house; browse the BNL tube laser range to see the model families. We serve metal tube processing, furniture and sanitary ware, automotive and motorcycle parts, and educational and institutional facility equipment manufacturing. Those industries all care about labor cost, efficiency, material waste, and precision, but each one weighs them differently.
Which specs actually matter, and what range do you need?
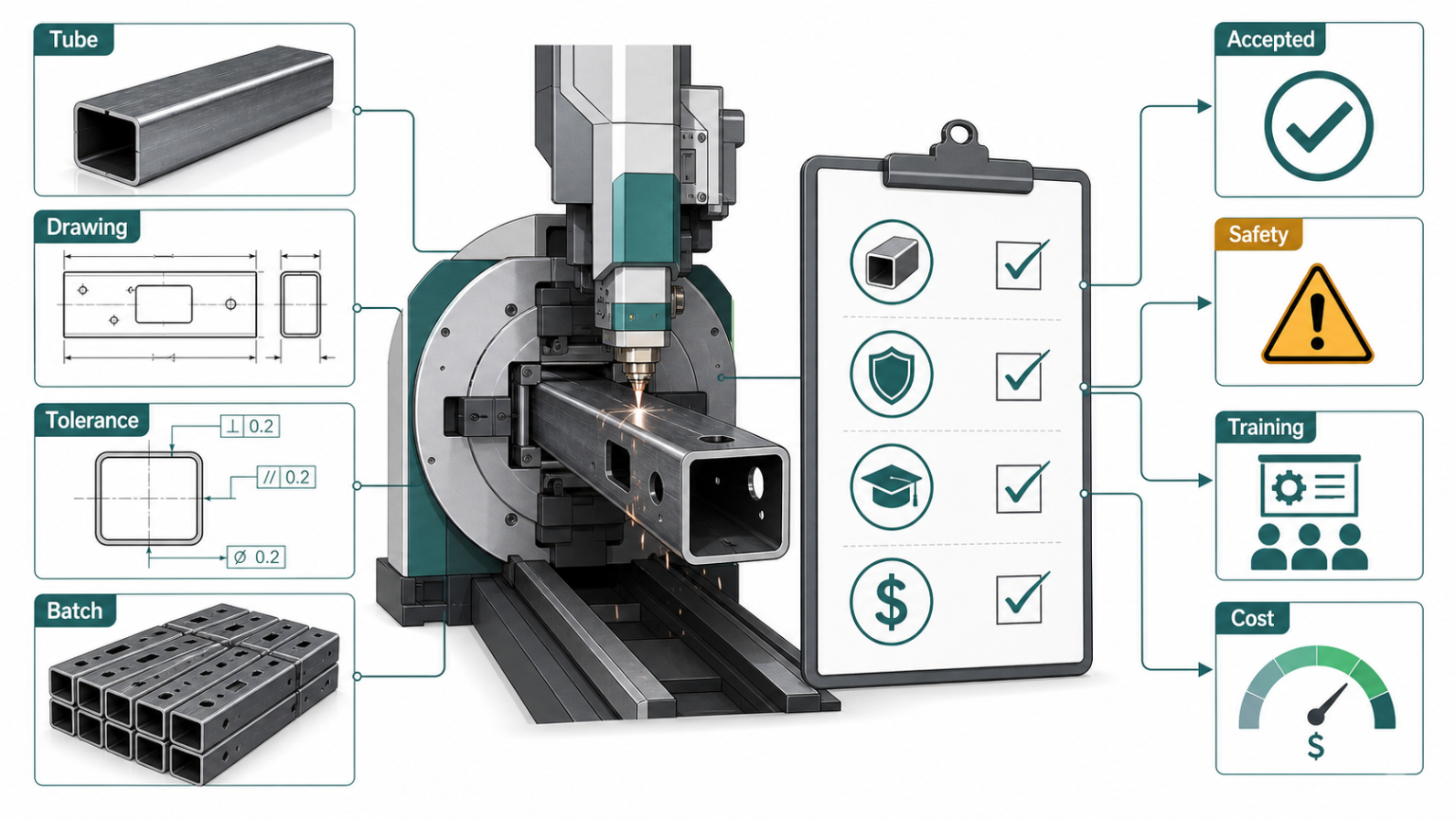
The specs that matter are the ones you can tie to accepted parts, safety, training, and operating cost. Do not buy from a brochure line alone. Ask the supplier to prove each important spec with your real tube, drawing, tolerance, and batch size.
| Spec / parameter | What to look for | Typical range / value to use in buying |
|---|---|---|
| Cut quality reference | Use neutral tolerance language instead of sales terms. | ISO 9013:2017 covers thermal cutting, including laser cutting, and ISO lists laser-cut applicability from 0.5 mm to 32 mm material thickness. |
| Required tolerance | Match the machine offer to the tolerance on your drawing. | Use your drawing tolerance as the buying value, and ask for sample parts measured against it. |
| Tube standard | Confirm the machine and process fit the tube stock you actually buy. | Common structural hollow section references include ASTM A500/A500M, EN 10219, GB/T 6728, and JIS G 3466. |
| Operator training | A machine must fit the skill level of your team. | We design our machines so a new operator is trained in a day, not weeks — the drawing-free Easy-Cut control builds the program on-screen, with no CAD step. |
| Safety design | Ask for guarding, interlocks, emergency stop logic, and risk assessment. | ISO 12100:2010 covers machinery risk assessment and risk reduction. ISO 13849-1:2023 covers safety-related control-system parts. |
| Laser safety controls | Class IV laser risk needs controlled operation and service access. | OSHA lists controls such as supervised operation, beam stops, protective eyewear, beam path control, warning systems, and entryway controls. |
| Fume control | Laser cutting can create hazardous fumes and vapors from target interaction. | OSHA says ventilation should reduce fumes and vapors to applicable exposure limits. |
| Acceptance test | Productivity claims must match your production reality. | Test real drawings, real tube stock, required tolerance, and production batch size before final approval. |
I do not recommend that buyers ask for a “standard best configuration” without giving production details. Laser power selection, tube range, automation, software functions, and loading capacity all need your material grade, tube size, wall thickness, edge quality, tolerance, and production volume. If those facts are missing, the honest answer is to test and quote from your part data.
BNL Laser is ISO-certified, holds 30+ patents, and has supported 4,000+ customer applications. I still prefer to put the buyer’s sample parts at the center of the discussion because certificates and patents support trust, but accepted parts pay the bill.
How do you match the option to your use case?
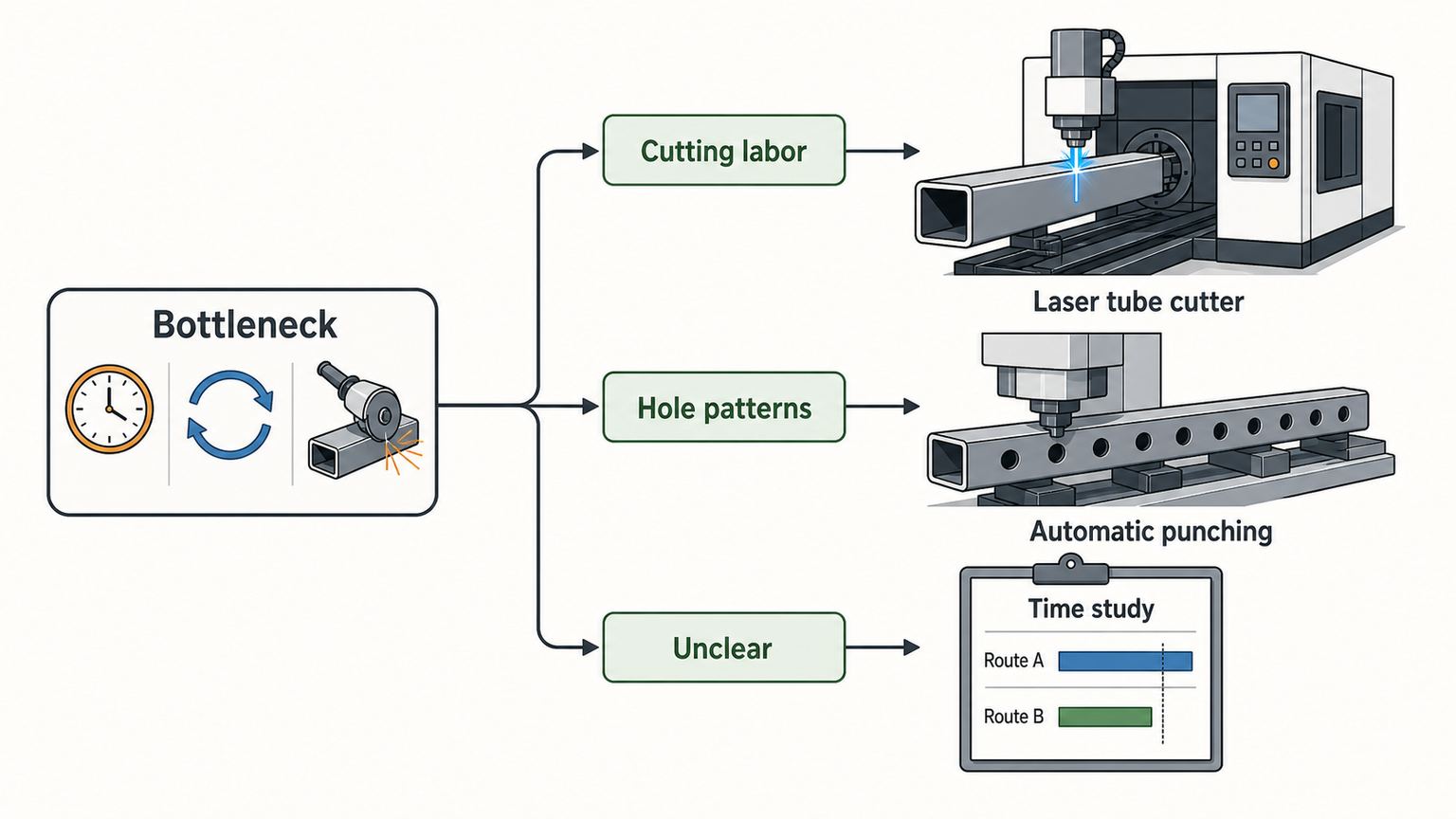
You match the machine to the use case by choosing the process that removes the biggest bottleneck in your plant. If cutting consumes labor and causes rework, focus on a laser tube cutter. If repeated hole patterns and punching operations slow production, focus on an automatic punching machine, or compare both process routes with a time study.
| If your main need is... | Choose this direction | Why this fit makes sense |
|---|---|---|
| Cutting and processing metal tube | Laser tube cutter | Our tube lasers use drawing-free Easy-Cut programming, so cutting work runs without a CAD step or a drafter on staff. |
| Automatic punching | Automatic punching machine | Our automatic punching machines keep repeated hole patterns moving without an operator handling every stroke. |
| Furniture and sanitary ware production | Start with the part family and visible-edge requirements | These products often repeat similar tube features, so labor, repeatability, and scrap matter. |
| Automotive and motorcycle parts | Start with tolerance, repeatability, and acceptance testing | These parts often face tighter fit-up and assembly pressure, so sample validation matters. |
| Educational and institutional facility equipment | Start with batch mix and operator simplicity | These products may involve many part types, so quick learning and stable operation help control labor. |
| Metal tube processing service work | Start with material range, tube standards, and setup flow | Service work changes by order, so the RFQ should include real customer drawings and tube stock. |
A cheaper or simpler option can be the right call when your volume is low, your tolerances are loose, or your current manual process already meets demand. I would rather say that early than sell a machine into a line that cannot use it well. A tube laser makes sense when it lowers cost per good part after you count labor, scrap, rework, consumables, and downtime.
For production engineers, I suggest a test that follows the real flow: load tube, run the cut, unload, sort, measure, and record rejected parts. For procurement, I suggest comparing service, spare parts, warranty, training, and consumable assumptions. For owners, I suggest one question: will this machine remove a production constraint that limits revenue or margin?
I built BNL Laser around a simple idea: complex technology should not require a complex daily routine. We handle R&D, manufacturing, and servicing in-house, and we design for operators who need to make good parts quickly. That is why our training target matters. Most teams can move from weeks of training down to a single day.
What to check before you commit — and on the supplier?
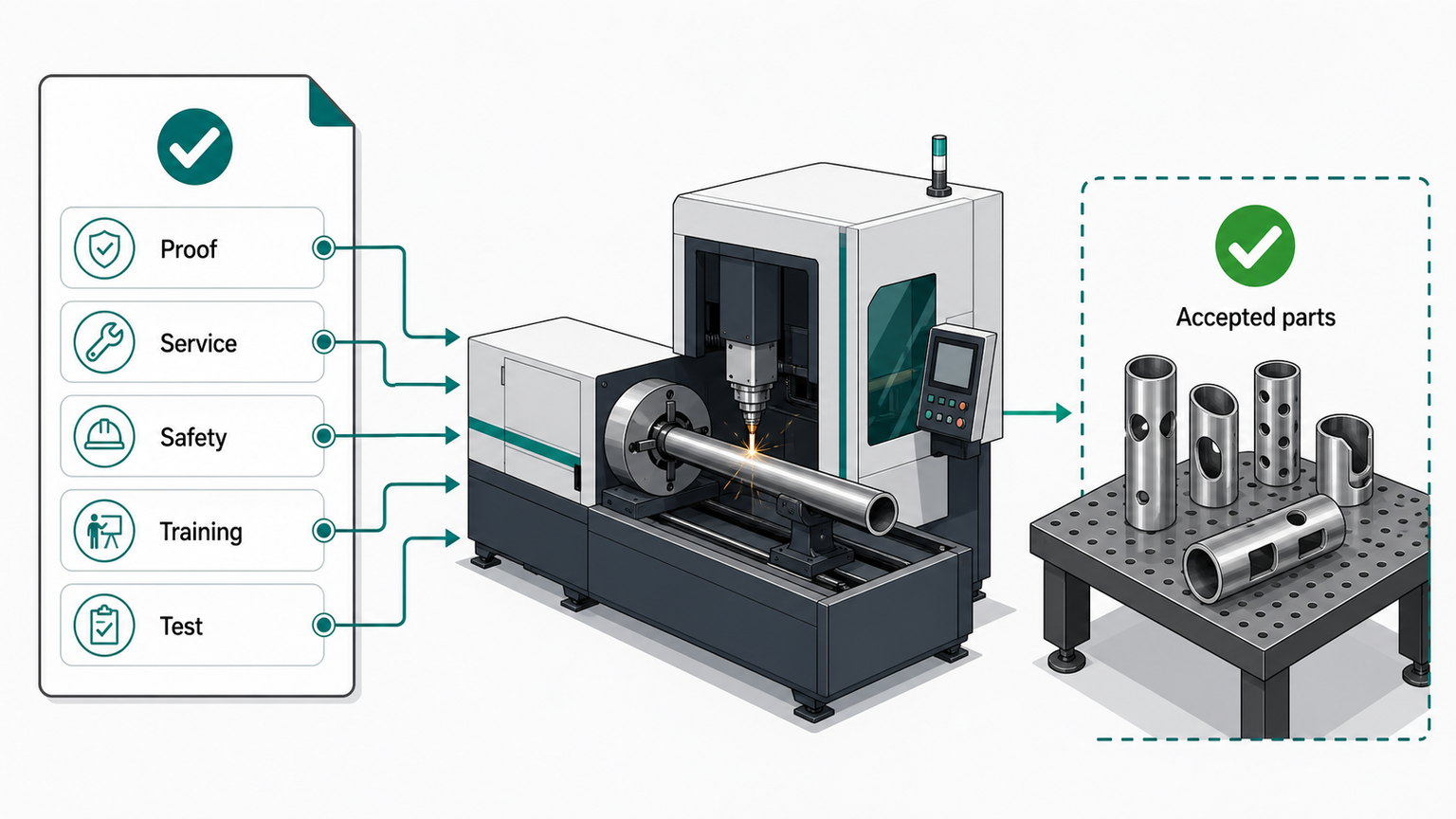
You should check the supplier’s proof, service plan, safety documentation, training plan, and acceptance-test method before you commit. A quote should tell you more than price. It should show how the supplier will help you produce accepted parts after installation.
- Lead time: Ask for the production, shipment, installation, and training timeline in writing. Tie the timeline to your plant shutdown window or production ramp date.
- After-sales and spare parts in your region: Ask how service will work in your country or region, and ask which spare parts the supplier recommends you keep on site.
- Warranty: Ask what the warranty covers, what it excludes, and how response time works when the machine stops production.
- Certification: Ask for the exact certificate documents that apply. We are ISO-certified — and I still tell buyers to request the current certificate document during the RFQ, from us and from every other supplier on the shortlist. Warranty and response-time terms should be confirmed in writing the same way.
- Machine safety: Ask for risk assessment, guarding, interlocks, emergency stop logic, and safety-related control design. ISO 12100:2010 and ISO 13849-1:2023 give useful reference language.
- Laser safety: Ask whether the system is enclosed, interlocked, labeled, and controlled for Class IV laser risk during operation and service. OSHA’s laser hazards technical manual gives practical control topics.
- Service access panels: Ask how service panels are controlled. OSHA states that service access panels on embedded Class IIIB and Class IV lasers must have an interlock or require a tool for removal.
- Fume extraction: Ask how the fume extraction suits your materials and local exposure limits. OSHA says ventilation should reduce hazardous fumes and vapors from laser cutting to applicable exposure limits.
- Customization: Ask which items the supplier can customize only after you provide drawings, tube sizes, wall thicknesses, standards, and batch volume.
- Acceptance test: Ask for a test using your real drawings, real tube stock, required tolerance, and production batch size. Do not accept only a showroom demo part.
For some markets, buyers may also need documents such as SASO/SABER, ESMA, or SNI depending on country and product rules. I do not treat those as universal requirements. I tell buyers to confirm the exact import and compliance route with the destination market before they issue the purchase order.
What mistakes do buyers most often make?
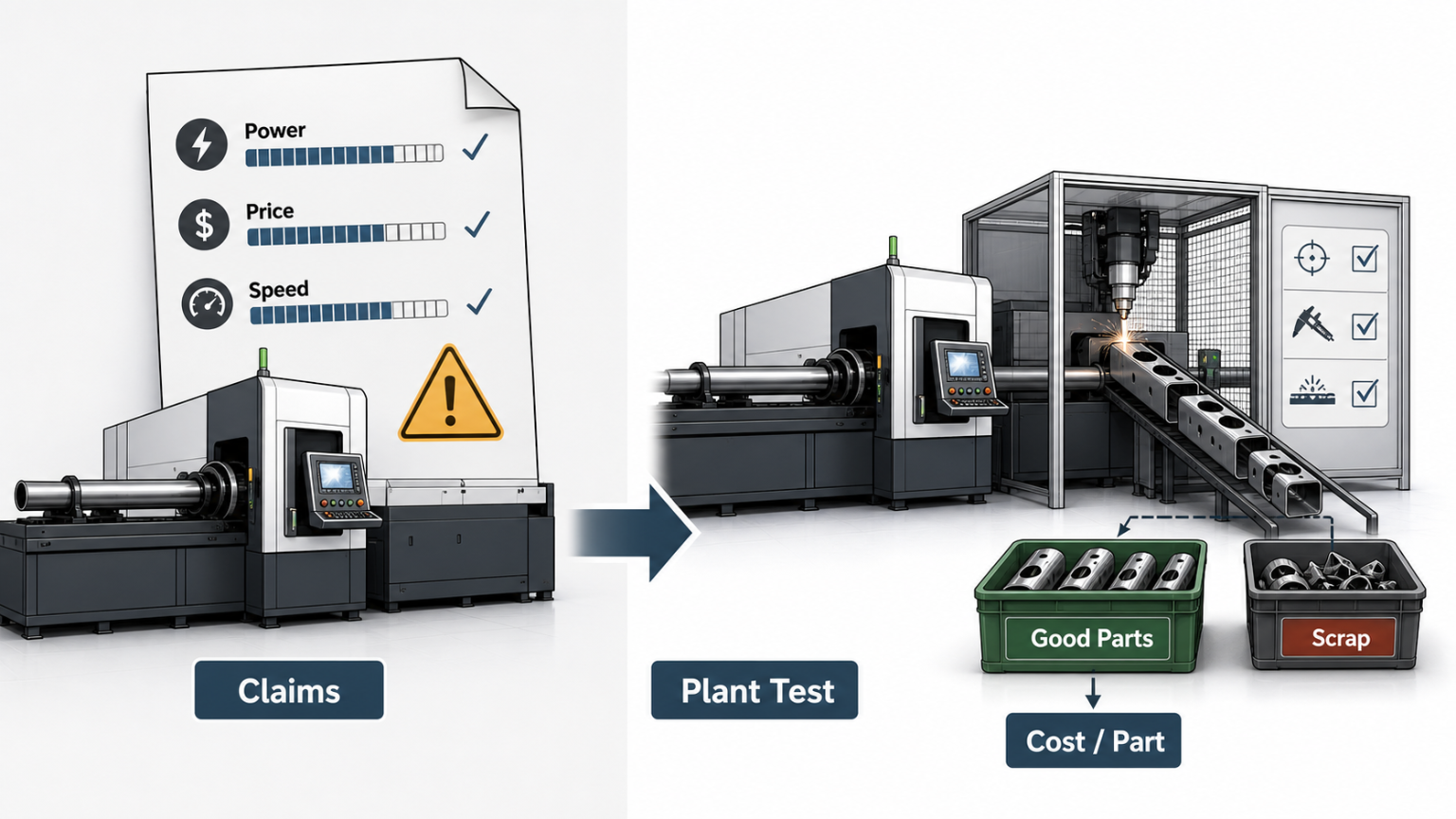
The most common mistake is buying the machine that looks strongest on paper instead of the one that proves the lowest cost per good part. Power, price, and speed claims can mislead buyers when they stand alone. The real test is accepted output under your plant conditions.
They compare laser power before they define the part. Power only matters after you know material grade, tube size, wall thickness, edge quality, tolerance, and volume.
They ask for “high precision” without a standard. ISO 9013:2017 gives buyers a better way to discuss thermal cut quality and geometry instead of relying on loose marketing words.
They ignore loading, unloading, and sorting time. I have seen lines where the cutting step looked fast, but the operator lost time before and after the cut. A time study must include the whole cycle.
They treat training as a small issue. Training affects daily output because operators make the process stable or unstable. Our machines are built to be learned in a day, not weeks, because a drawing-free control keeps the operator out of CAD and on the parts.
They skip safety and fume questions until installation. Safety design, service access, interlocks, warning systems, and ventilation should appear in the RFQ. OSHA, ISO 12100:2010, and ISO 13849-1:2023 give buyers useful reference points.
I do not blame buyers for these mistakes. Many quotes make it hard to compare real operating cost. That is why I recommend a simple rule: if a claim affects ROI, ask how the supplier will prove it with your parts.
Conclusion
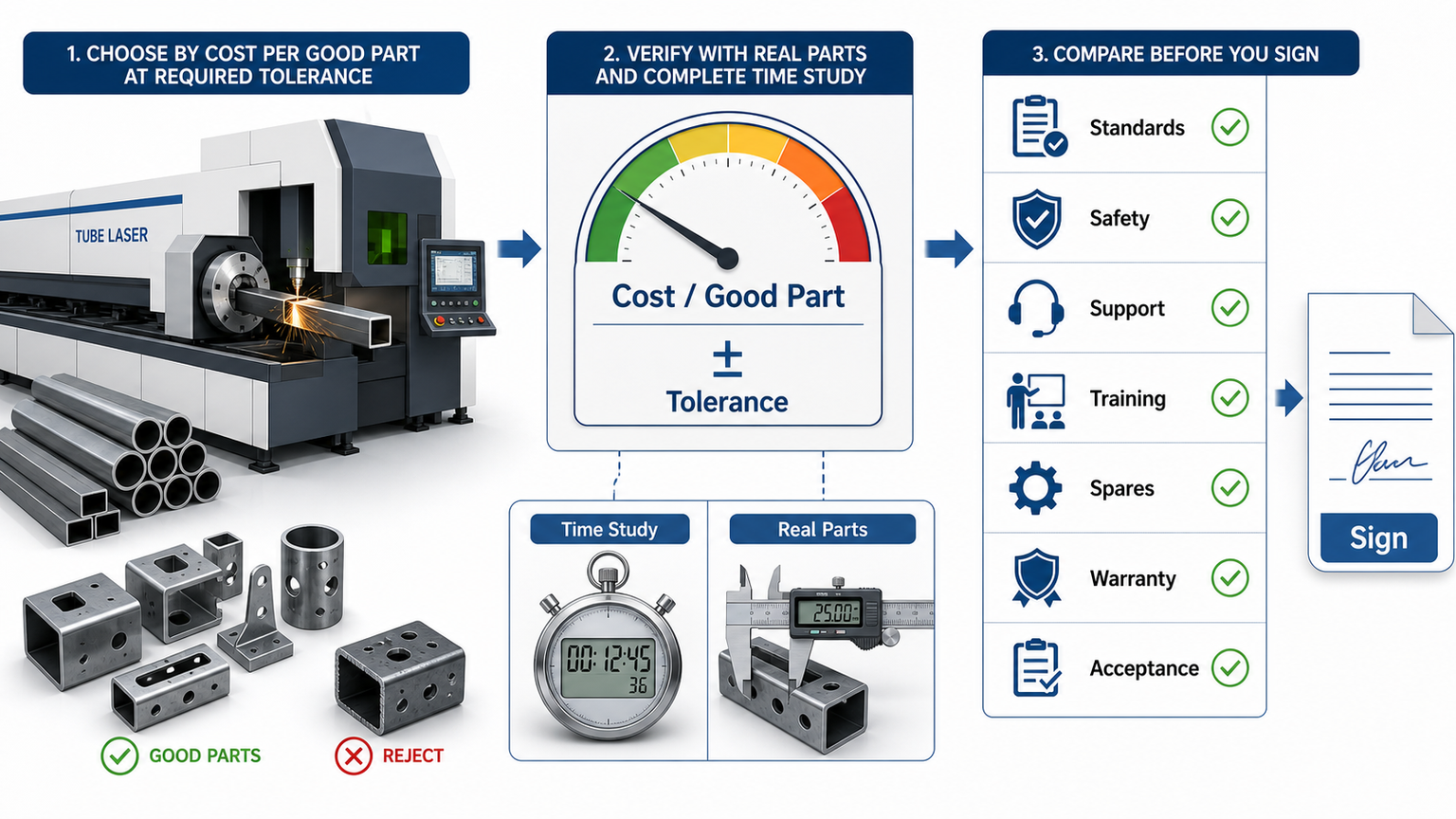
Choose a tube laser by cost per good part at the required tolerance, then verify that number with your real parts and a complete time study. Use ISO 9013:2017 for cut-quality language where it applies, and check safety against ISO 12100:2010, ISO 13849-1:2023, and OSHA laser-safety guidance. Then compare supplier support, training, spare parts, warranty, and acceptance testing before you sign.
If you want to evaluate a tube laser or automatic punching machine for your plant, send your tube data for a real configuration — drawings, tube standard, wall thickness, tolerance, and batch size — and we can help you prepare a practical RFQ, the way we scope a machine from your tube data.
— Eric Liu, General Manager, BNL Laser