Tube laser cutting does not have one universal tolerance for mild steel or stainless steel; the correct answer depends on the drawing tolerance, tube standard, incoming tube quality, setup, cut feature, and inspection method. For cut-edge quality, buyers should reference ISO 9013:2017 when it applies, because it classifies thermal cuts and gives geometrical product specification and quality tolerances for laser cutting from 0.5 mm to 32 mm material thickness. For final part accuracy, I ask buyers to define the actual feature tolerance, datum scheme, tube material standard, and inspection method before we talk about machine capability.
What tolerance can tube laser cutting hold on mild steel and stainless?
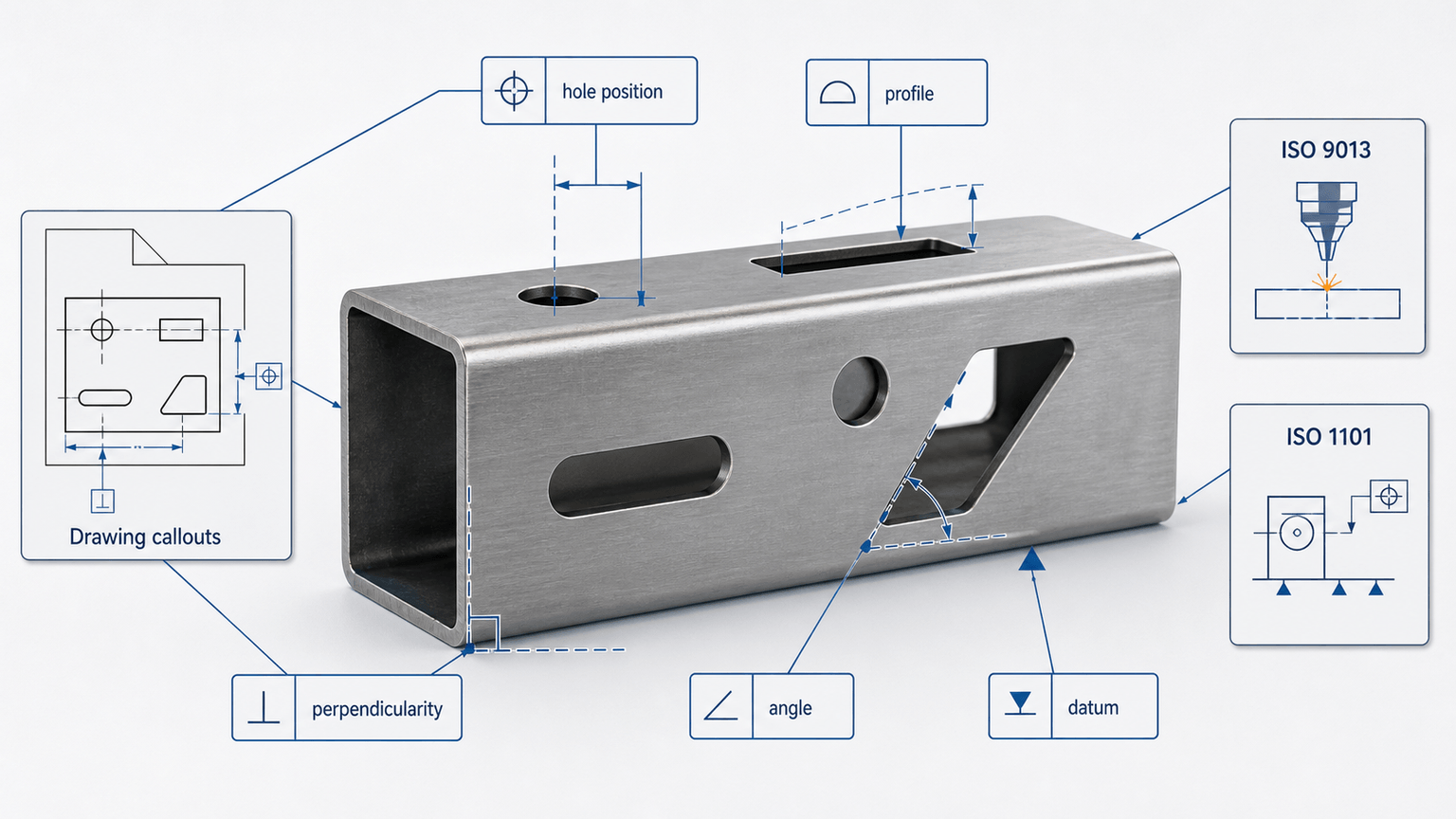
Tube laser cutting can only be judged against the feature tolerance on your drawing, not against a general number such as “tube laser tolerance.” ISO 9013:2017 helps classify thermal cut quality, but it applies when the drawing or delivery documents reference it. ISO 1101:2017 helps define hole position, profile, perpendicularity, angularity, and datum-based tube features.
On the factory floor, I see many buyers ask for one number first. I usually ask for the drawing first. A saddle cut, a slot near the tube end, a hole pattern around a round tube, and a miter cut for welding (where a 5-axis P-Pro bevel head cuts weld-prep angled edges) do not carry the same risk.
A good RFQ should include:
- Tube shape, grade, OD or outside dimension, wall thickness, and length
- Drawing tolerance for each critical feature
- Datum scheme under ISO 1101 if position or profile matters
- Cut-edge quality requirement under ISO 9013 if edge quality matters
- Inspection method, gauge, and sample quantity
Is there a standard tolerance for laser-cut tube edges?
ISO 9013:2017 is the main standard to reference for thermal cut-edge quality, but it does not replace your part drawing tolerance. ISO states that ISO 9013 covers classification of thermal cuts and geometrical product specification and quality tolerances for flame, plasma, and laser cutting. It applies to laser cuts from 0.5 mm to 32 mm material thickness.

I treat ISO 9013 as a language for the cut edge. I do not treat it as a full assembly guarantee. Your drawing still needs the feature tolerance and datums, especially when the part must weld, bolt, slide, or locate against another part.
| Standard | What it controls | Where it helps in tube laser cutting |
|---|---|---|
| ISO 9013:2017 | Thermal cut classification and cut quality tolerances | Cut-edge quality on laser-cut features from 0.5 mm to 32 mm material thickness |
| ISO 1101:2017 | GD&T symbols and interpretation rules | Hole position, profile, perpendicularity, angularity, run-out, and datum-based features |
Does mild steel hold the same tolerance as stainless steel?
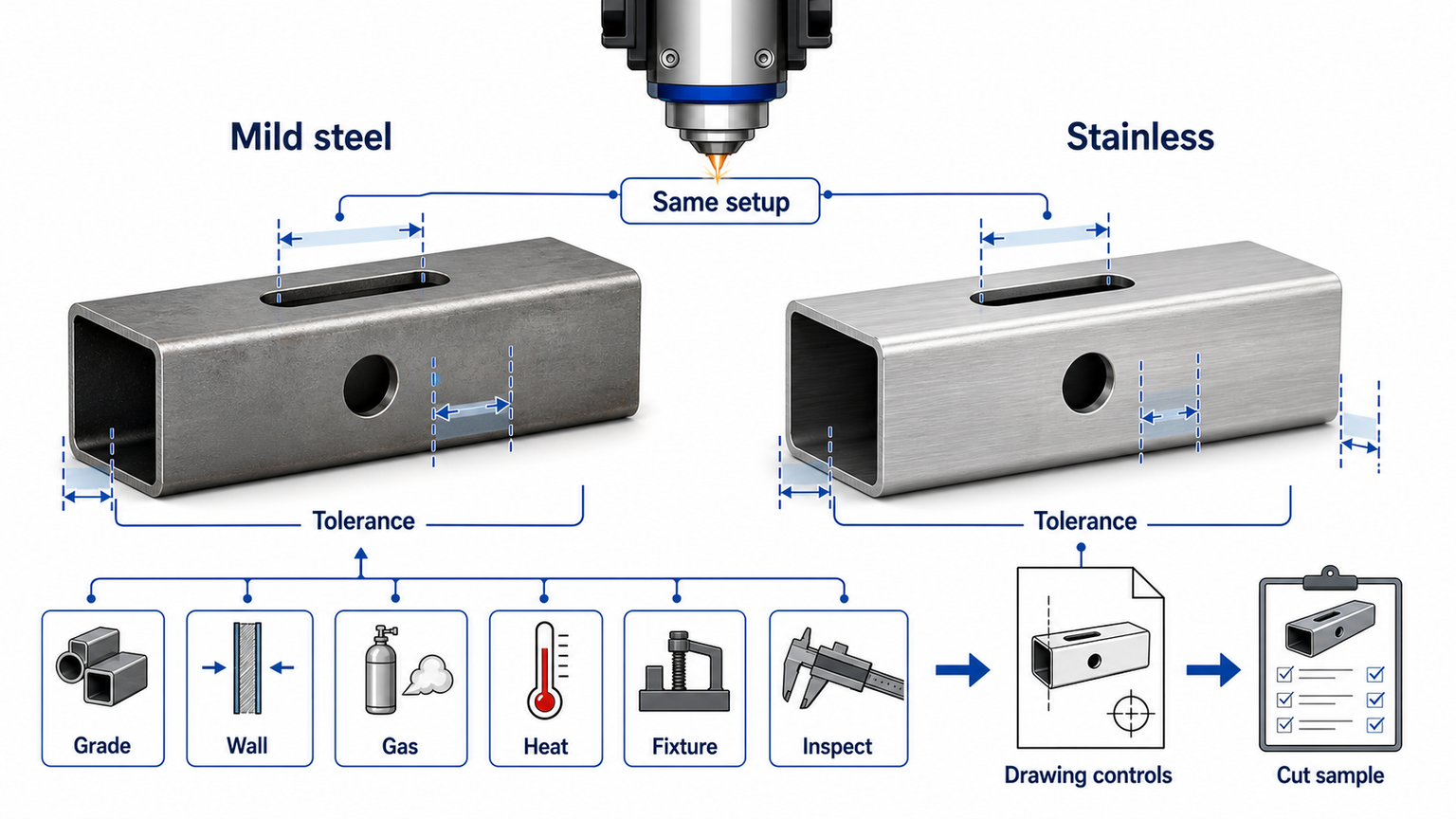
Mild steel and stainless steel should not be assumed to hold the same tolerance under the same cutting setup. The result depends on tube grade, wall thickness, incoming tube condition, assist gas, heat input, cut geometry, fixturing, and inspection method. The drawing should control the final requirement, and the RFQ should ask for a cut sample report on the actual tube size and feature type.
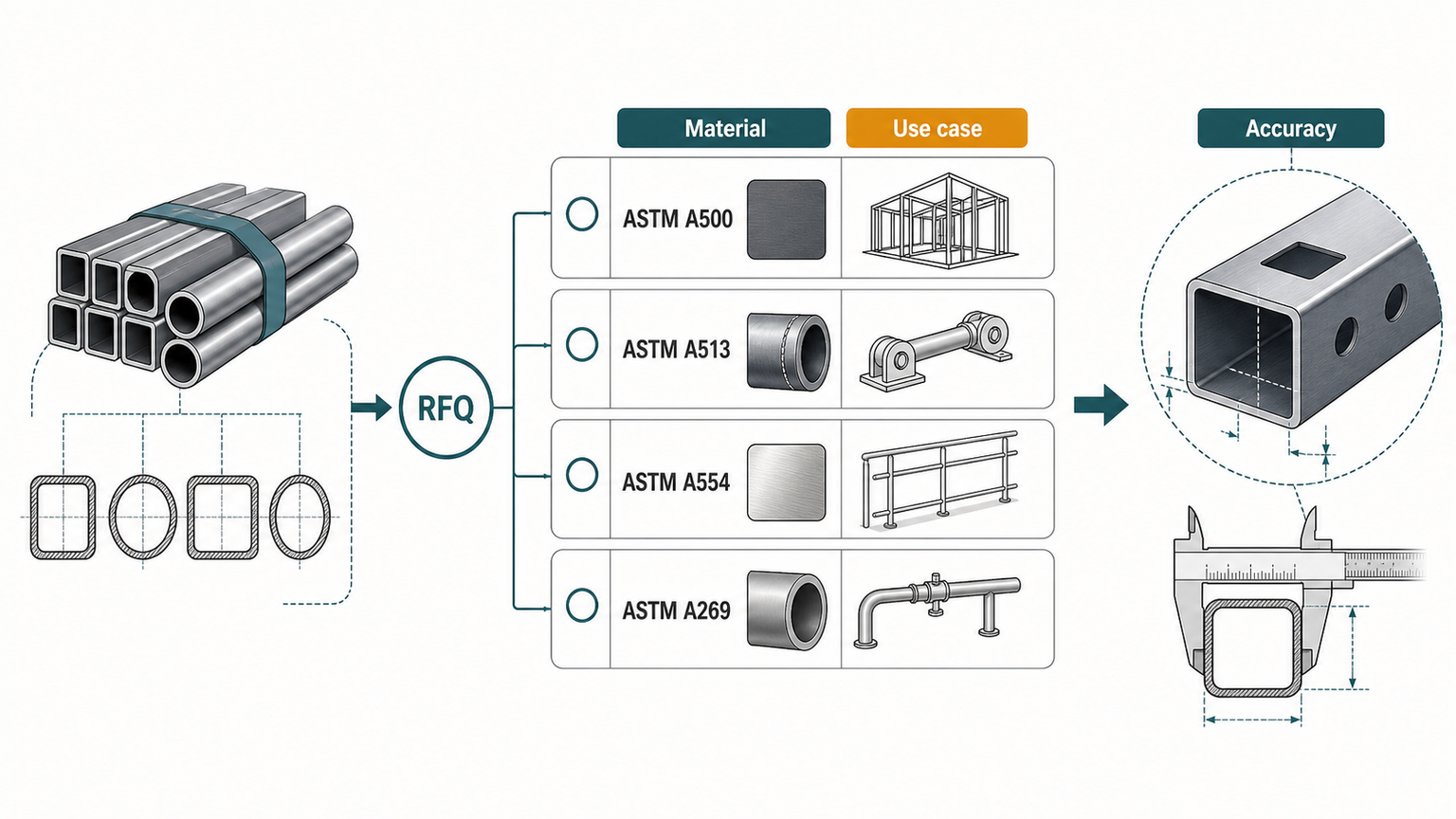
For mild steel and carbon steel structural tubing, buyers often reference ASTM A500/A500M. For mechanical carbon and alloy tubing, ASTM A513/A513M often appears. For stainless mechanical tubing, ASTM A554 and ASTM A269/A269M are common references.
These material standards are important, but they are not laser-cutting tolerance standards. They define tube material or dimensional requirements. They do not tell you what a laser machine will hold on your hole, slot, notch, or miter.
Which tube material standards should I include in an RFQ?
You should include the tube material standard that matches your market, material, and use case, because incoming tube quality can limit final laser-cut part accuracy. ASTM A500/A500M covers carbon steel structural tubing, ASTM A513/A513M covers ERW carbon and alloy mechanical tubing, ASTM A554 covers welded stainless mechanical tubing, and ASTM A269/A269M covers austenitic stainless tubing for general service.
| Buyer market | Standard | Verified use |
|---|---|---|
| Global / ISO | ISO 9013:2017 | Thermal cut classification and laser cut quality from 0.5 mm to 32 mm |
| Global / ISO | ISO 1101:2017 | GD&T language for form, orientation, location, and run-out |
| US / ASTM | ASTM A500/A500M-23 | Carbon steel structural round, square, rectangular, or special tubing |
| US / ASTM | ASTM A513/A513M | ERW carbon and alloy mechanical tubing |
| US / ASTM | ASTM A554-21 | Welded stainless steel mechanical tubing |
| US / ASTM | ASTM A269/A269M | Seamless and welded austenitic stainless tubing |
| Europe / EN | BS EN 10219-2:2019 | Cold-formed welded structural hollow section tolerances and dimensions |
For China and Japan projects, buyers may also specify GB/T 6728, GB/T 12770, JIS G 3444, JIS G 3445, JIS G 3446, or JIS G 3459. I would verify the current edition and exact applicability during RFQ, especially where pipe and tube terms can cause confusion.
What tube size ranges appear in common material standards?
Common tube standards cover very different size ranges, so you should not compare tolerance without first checking the tube standard and size. ASTM A500/A500M-23 covers structural tubing with periphery of 88 in. [2235 mm] or less and wall thickness of 1.000 in. [25.4 mm] or less. ASTM A554-21 covers welded stainless mechanical tubing up to 16 in. [406.4 mm] outside dimension and wall thickness of 0.020 in. [0.51 mm] and over.

| Standard | Material or tube type | Published range from source |
|---|---|---|
| ASTM A500/A500M-23 | Carbon steel structural tubing | Periphery 88 in. [2235 mm] or less; wall thickness 1.000 in. [25.4 mm] or less |
| ASTM A513/A513M | ERW hot-rolled round tubing | 1/2 to 15 in. OD [12.7 to 380 mm]; 0.065 to 0.650 in. wall [1.65 to 16.5 mm] |
| ASTM A513/A513M | ERW cold-rolled round tubing | 3/8 to 12 in. OD [9.5 to 300 mm]; 0.022 to 0.134 in. wall [0.56 to 3.40 mm] |
| ASTM A554-21 | Welded stainless mechanical tubing | Up to 16 in. [406.4 mm] outside dimension; wall thickness 0.020 in. [0.51 mm] and over |
| BS EN 10219-2:2019 | Circular structural hollow sections | OD up to 2,500 mm |
| BS EN 10219-2:2019 | Square structural hollow sections | Up to 500 mm x 500 mm |
| BS EN 10219-2:2019 | Rectangular structural hollow sections | Up to 500 mm x 300 mm |
| BS EN 10219-2:2019 | Elliptical structural hollow sections | Up to 480 mm x 240 mm |
These ranges do not mean one machine cuts every range. They show why the RFQ must match the actual tube standard, dimension, and wall thickness.
Why can tube straightness and ovality change the final tolerance?
Tube straightness, ovality, twist, wall variation, and incoming tube quality can limit final part accuracy before the laser starts cutting. ISO 9013:2017 does not address flatness defects as such, and it refers flatness to the material standards used. For tube work, that matters because a bent or twisted tube changes feature location in the real part.

I have watched operators chase a hole position problem that did not come from the cutting head, where keeping edge consistency across the batch is really a question of beam-to-head alignment, which the Precision Coaxial alignment tool maintains. The tube looked acceptable by eye, but it did not sit the same way in the support system across the batch. The drawing tolerance was tight, and the incoming tube condition consumed too much of the tolerance budget.
Before you blame the laser process, check:
- Tube straightness along the loaded length
- OD, ID, and wall variation
- Twist on square or rectangular tube
- Ovality on round tube
- Weld seam location where it affects piercing or fit-up
- Chuck and support contact consistency
How should I specify hole position, slots, and profiles on tube drawings?
You should specify tube holes, slots, and profiles with clear datums and GD&T when the feature must locate another part. ISO 1101:2017 defines the symbol language and interpretation rules for geometrical tolerancing of form, orientation, location, and run-out. This helps the supplier inspect the same requirement that your engineer intended.
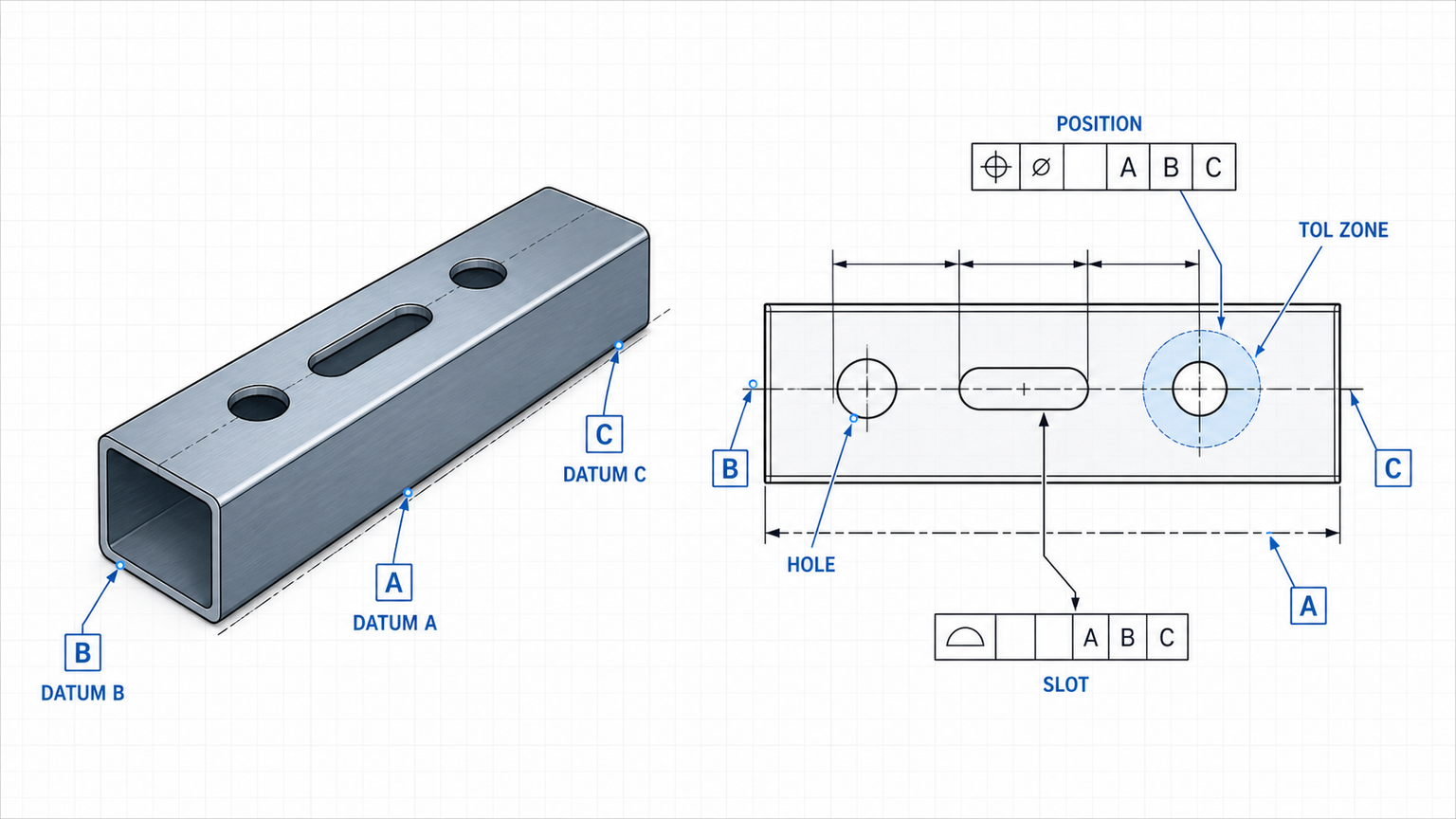
A hole pattern on a round tube needs more than a diameter and a center distance. The supplier needs to know the datum axis, rotational reference, distance from the end, and allowed position error. A rectangular tube may need a face datum and an end datum.
A practical drawing package should include:
- Tube material standard and grade where required
- Tube OD or outside dimensions and wall thickness
- Datums for length, rotation, and face location
- Position, profile, perpendicularity, or angularity callouts where needed
- Cut-edge requirement under ISO 9013 if edge quality matters
- Inspection method and acceptable sample plan
What causes tube laser cutting tolerance problems?
Most tube laser tolerance problems come from a mismatch between drawing requirement, incoming tube quality, setup, heat input, and inspection method. The laser is only one part of the system. The tube, chuck, support, datum, cut path, assist gas, and gauge all affect the measured result.

| Problem seen on part | Likely cause to check | Practical fix to request or verify |
|---|---|---|
| Hole pattern shifts along tube length | Tube straightness, support setup, datum choice | Check incoming tube straightness and define datum-based inspection |
| Round tube features rotate out of position | Tube ovality, seam orientation, rotational datum | Define rotational reference and inspect sample parts |
| Slot width or edge quality changes | Wall variation, heat input, assist gas, piercing strategy | Reference ISO 9013 where cut-edge quality matters |
| Miter or saddle cut does not fit | Cut angle, tube twist, drawing profile definition | Use profile tolerance and inspect fit on mating part |
| First pieces pass but later pieces drift | Batch variation, support contact, inspection frequency | Request batch inspection plan for the critical features |
This table does not replace a machine test. It gives the buyer and supplier a shared troubleshooting path.
What should procurement ask before buying a tube laser cutter?
Procurement should ask for proof on the buyer’s actual tube, drawing tolerance, and production mix instead of asking only for a catalog tolerance. MZBNL designs, builds, and services laser tube cutters for cutting and processing metal tube, and we also build automatic punching machines. But for an exact tolerance answer, I still need the buyer’s tube size, grade, wall thickness, feature type, datum scheme, and batch requirement.

A strong RFQ asks for:
- Cut sample inspection report on the buyer’s tube
- Machine configuration needed for the tube shape and length
- Operator training plan
- Service and support process
- Material waste reduction opportunities
- Labor steps removed from the old process
- Acceptance criteria for critical features
MZBNL was established in 2010. We handle R&D, manufacturing, and servicing in-house. We are ISO-certified, hold 30+ patents, and serve 4,000+ customer applications globally. I include those facts because procurement should check supplier risk, not only machine price.
How fast can operators learn tube laser cutting?
Most teams can move from weeks of training down to a single day when the machine is designed to make complex technology simple to run. This is one of our main design goals at MZBNL. We build for plants that need productivity and precision without turning every shift into a specialist-only operation.

I learned this lesson by watching new operators stand in front of machines that looked powerful but felt difficult to run. A machine that needs too much interpretation creates scrap and delay. A clear interface, stable process, and practical service support matter as much as the laser itself.
This matters to three people in the buying committee:
- Production engineers: They need repeatable setup and clear inspection logic.
- Procurement teams: They need lower training risk and less dependence on one operator.
- Owners: They need the machine to raise output without adding hidden labor cost.
When should I request a cut sample inspection report?
You should request a cut sample inspection report when the drawing has tight feature tolerances, fit-up risk, stainless appearance requirements, or long-batch repeatability requirements. The report should use your tube size, grade, wall thickness, feature type, datum scheme, and inspection method. A generic sample does not prove your part.

Ask the supplier to test the features that create cost if they fail. For furniture and sanitary ware, that may be visible stainless slots or clean fitting joints. For automotive and motorcycle parts, it may be hole position or bracket fit. For educational and institutional equipment, it may be consistent assembly across repeated frames.
The best sample request is simple:
- Send the production drawing.
- Mark the critical features.
- State the material standard.
- State the tube size and wall thickness.
- Define the inspection tool or report format.
- Ask for photos, measurements, and cut-edge notes.
How do I choose between tube laser cutting and automatic punching?
Choose tube laser cutting for flexible tube profiles and cut geometry, and consider automatic punching when the job centers on repeated punching operations. MZBNL builds both laser tube cutters and automatic punching machines, so I look first at the part family, not only the machine type. The right choice depends on the tube, feature pattern, batch size, and labor target.
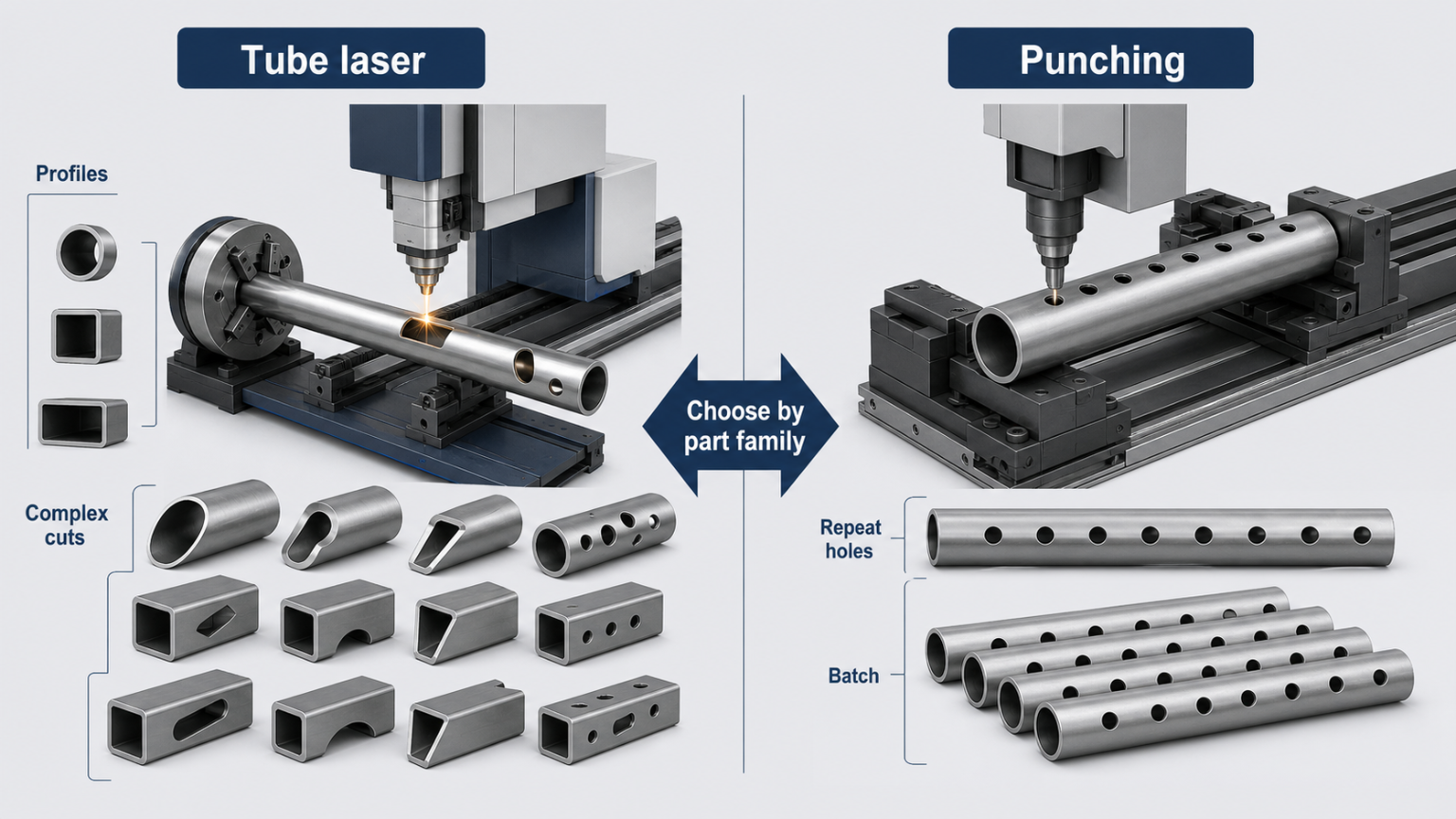
If your parts change often, a laser tube cutter may reduce tooling dependence. If your work is mainly repeated holes or punching patterns, an automatic punching machine may fit the process better. The RFQ should include sample drawings from your main product families so we can compare the process honestly.
I do not recommend buying from a single perfect demo part. I recommend using a small set of real drawings from current production. That gives engineering, purchasing, and ownership a better view of labor, waste, training, and service needs.
Conclusion
Tube laser tolerance on mild steel and stainless is not one fixed number; the buyer must define feature tolerances, tube standards, datums, cut-edge quality requirements, and inspection method. ISO 9013:2017 helps with laser cut-edge quality, ISO 1101:2017 helps with GD&T, and material standards such as ASTM A500, ASTM A513, ASTM A554, ASTM A269, and BS EN 10219-2 help define the incoming tube.
If you want a real tolerance answer, send us your drawing, tube standard, wall thickness, critical features, and batch requirement, and we can help you define the right sample test for an RFQ.