The best laser tube cutter for metal furniture manufacturing is the one that matches your tube material, size range, wall thickness, cut-quality requirement, automation level, and safety compliance. I cannot name one “best” MZBNL model from our published facts because we have not listed model capacities here. I can tell you how I would choose on a factory floor: define the tube first, define the cut quality next, then ask each supplier to prove the machine against your real parts.
What should you decide first?
You should decide the application, material, production volume, precision target, budget limit, and destination-market compliance before you compare machine prices. These six points set the machine configuration. If you skip them, you may buy too much machine, or worse, buy a machine that cannot hold the quality your furniture line needs.

| Factor | Why it matters | How to assess yours |
|---|---|---|
| Application | A chair frame, stainless sanitary ware tube, motorcycle part, and school furniture frame can need different tube shapes, finishes, and cut quality. | List your top 10 parts by monthly volume and mark the tube shape, material, OD or outside dimension, wall thickness, and cut type. |
| Material | Carbon steel, stainless steel, and structural tube follow different buyer standards and surface expectations. | Put the material standard in the RFQ, such as ASTM A513/A513M-25, ASTM A554-26, ASTM A500/A500M-23, EN 10219, EN 10305, JIS G 3445, JIS G 3466, GB/T 6728, or GB/T 3094. |
| Throughput | A low-volume furniture workshop may need reliable cutting more than full automation. A high-volume line may need automatic loading and smoother part flow. | Count tubes per shift, changeovers per shift, and operators per process. I always ask for this before I talk about automation. |
| Precision and cut quality | Furniture parts often fail at assembly because holes, miters, or slots drift. ISO 9013:2017 gives a public framework for thermal-cut quality classification. | Ask for sample-cut reports tied to ISO 9013, including material grade, OD, wall thickness, cut geometry, tolerance, burr condition, and repeatability. |
| Budget | The purchase price does not show the full cost. Laser power, tube size capacity, automation, software, service, warranty, import cost, and spare parts all change total cost. | Compare total cost of ownership, not only machine price. Include operators, scrap, maintenance, training, service response, and spare parts. |
| Compliance market | A machine shipped into the United States, Europe, China, Japan, or another market may face different safety and documentation expectations. | Ask for the standards and documents that apply to your destination market. For laser safety, IEC 60825-1:2014 is a key public reference. For machinery safety, ISO 12100:2010 is a key public reference. |
I have seen buyers bring only a drawing and ask, “Which machine is cheapest?” That question comes too early. The better question is, “Can this machine cut my real tube, at my required quality, with operators I can train and support?”
At MZBNL, we design, build, and service laser tube cutters for metal tube cutting and processing. We also build automatic punching machines. We focus on making complex technology simple to run because many factories fight the same problems: high labor cost, low efficiency, material waste, and tight precision requirements.
Which specs actually matter, and what range do you need?
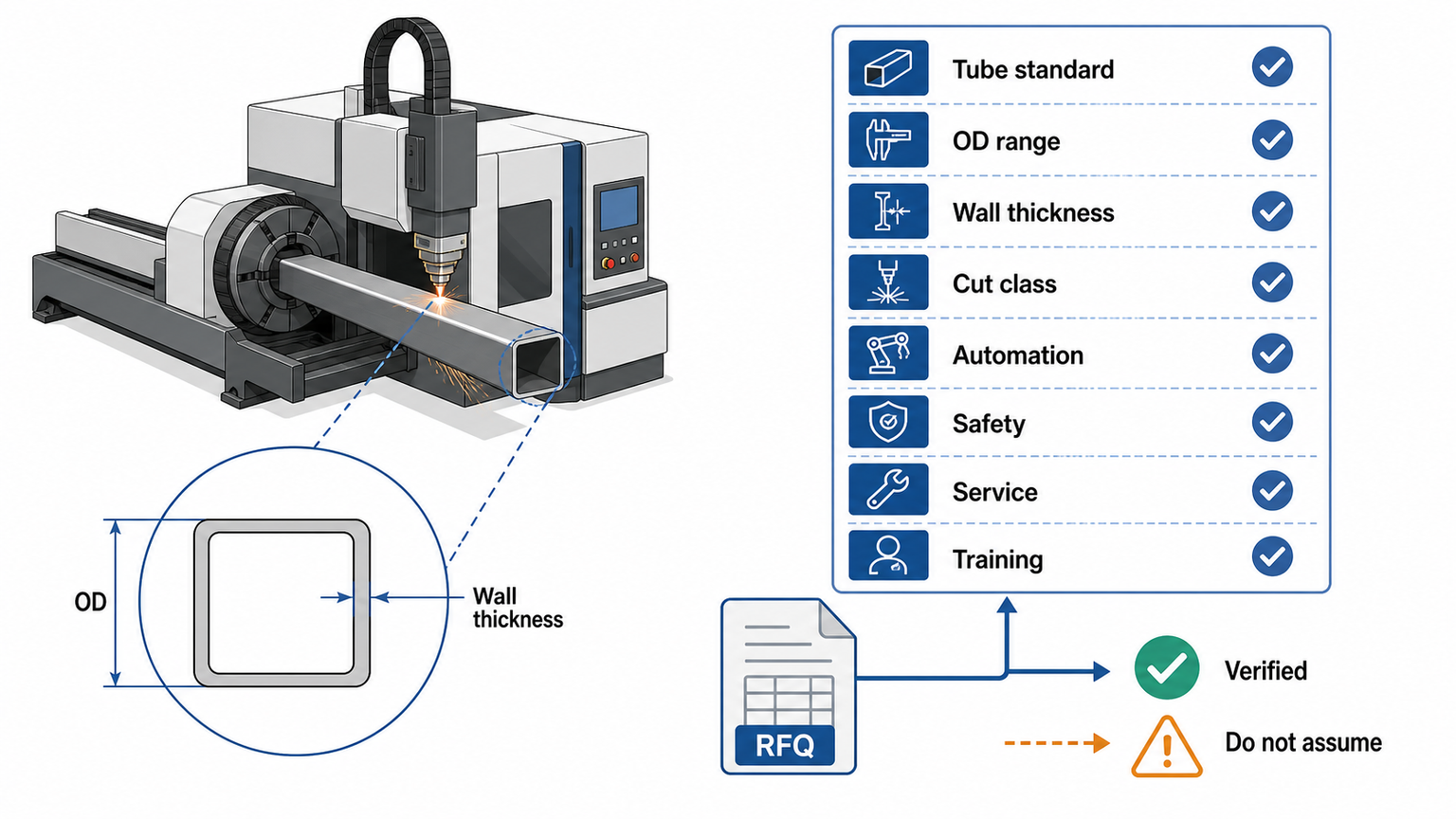
The most important specs are tube standard, outside dimension, wall thickness, cut-quality class, automation level, safety compliance, service support, and operator training time. Some ranges come from public material standards, but machine capacities must come from the supplier’s current product sheet or RFQ response. I would never assume tube diameter capacity, laser power, cutting speed, or accuracy without a written machine specification.
| Spec / parameter | What to look for | Typical range or reference you can use in RFQ |
|---|---|---|
| Carbon and alloy ERW mechanical tube | Use this when you cut furniture-type mechanical tubing in round, square, rectangular, or special shapes. | ASTM A513/A513M-25 lists hot-rolled ERW round tubing from 12.7 to 380 mm OD and 1.65 to 16.5 mm wall; it lists cold-rolled ERW round tubing from 9.5 to 300 mm OD and 0.56 to 3.40 mm wall. |
| Stainless ornamental or mechanical tube | Use this when appearance, corrosion resistance, or finish matters, such as stainless furniture or sanitary ware. | ASTM A554-26 covers welded stainless mechanical tubing in round, square, rectangular, and special shapes, with sizes to 16 in. / 406.4 mm outside dimension and wall thicknesses 0.020 in. / 0.51 mm and over. |
| Structural carbon steel tube | Use this when the tube carries structural load in furniture, racks, frames, or institutional equipment. | ASTM A500/A500M-23 covers cold-formed welded and seamless carbon steel structural tubing with periphery of 88 in. / 2235 mm or less and wall thickness of 1.000 in. / 25.4 mm or less. |
| European structural hollow sections | Use this when your buyer specifies European cold-formed welded hollow sections. | EN 10219-1 covers technical delivery conditions, and EN 10219-2 covers tolerances, dimensions, and sectional properties. Ask the supplier to confirm the current edition during RFQ. |
| European precision tube | Use this when fit-up, hole position, or assembly consistency drives the process. | EN 10305 is commonly used for steel tubes for precision applications. Ask the supplier to confirm the current edition during RFQ. |
| Japanese machine structural tube | Use this when your customer or market specifies Japanese carbon steel machine structural tube. | JIS G 3445 is commonly used for carbon steel tubes for machine structural purposes. |
| Japanese square and rectangular structural tube | Use this for square and rectangular carbon steel structural tube in Japan-related projects. | JIS G 3466 is commonly used for carbon steel square and rectangular tubes for general structure. |
| Chinese structural hollow section | Use this for China-market general structural hollow sections. | GB/T 6728 is commonly used for cold-formed steel hollow sections for general structures. |
| Chinese shaped steel tube | Use this for cold-drawn shaped tube applications in China-market supply chains. | GB/T 3094 is commonly used for cold-drawn shaped steel tubes. |
| Thermal-cut quality | Use named quality language instead of vague “high precision.” | ISO 9013:2017 covers thermal cutting quality classification and applies to laser cuts from 0.5 mm to 32 mm. ISO says it was reviewed and confirmed in 2022, with ISO 9013:2017/Amd 1:2024 published. |
| Laser product safety | Check laser classification, labels, instructions, and hazard control documents. | IEC 60825-1:2014 covers laser product safety for radiation from 180 nm to 1 mm, including materials processing equipment. |
| Machinery safety | Check the supplier’s risk assessment and risk reduction process. | ISO 12100:2010 gives procedures for hazard identification, risk estimation, risk evaluation, risk reduction, documentation, and verification. |
| Operator training | Check whether your team can learn the machine without long outside support. | MZBNL’s stated differentiator is cutting operator training from weeks down to a single day. |
The missing machine numbers matter. I do not want to hide that. Our brand facts here do not list model names, tube diameter ranges, wall-thickness capacities, laser power ratings, loading speeds, chuck types, cutting tolerances, or payback periods.
So your RFQ should force clarity. Send the supplier the tube standard, tube size, wall thickness, drawing, target quality, required output, and shift pattern. Then ask for a sample-cut report and the exact machine configuration.
How do you match the option to your use case?
You match the cutter to the part family, not to a general product label. A carbon steel chair-frame line, a stainless sanitary ware line, an automotive tube-part cell, and an institutional furniture line do not carry the same risk. I recommend the simplest machine that proves your real cut quality and production flow.

If you make carbon steel chair frames or furniture frames: choose a general-purpose Q-series laser tube cutter configuration that supports your actual ASTM A513/A513M-25 or equivalent tube sizes, your common hole and miter shapes, and your required assembly tolerance. Do not buy only on maximum tube size. A machine that holds your repeated fit-up quality can save more pain than a bigger machine that your parts do not need.
If you make stainless furniture or sanitary ware: choose around surface condition, corrosion resistance, and burr control. ASTM A554-26 is a useful RFQ reference because it covers welded stainless mechanical tubing where appearance, mechanical properties, or corrosion resistance matter. Ask for sample cuts on your finish, not only on a clean sample tube from the supplier.
If you make automotive or motorcycle tube parts: choose around repeatability, drawing control, and documentation. Your buyer may care about process consistency more than your machine brand. Ask the supplier to show how the machine holds repeat cuts over a batch, and ask for the report format you can keep with your production records.
If you make educational or institutional facility equipment: choose around mixed batches, safety, operator training, and service. These factories often run many similar parts with different lengths and hole positions. A machine that operators can learn in one day can matter because staff changes create hidden cost.
If your volume is still low or your parts run to small, thin-wall tube: a simpler, compact M-series configuration may be the right call. I say this as a machine builder. Full automation can help when the upstream and downstream process can use it, but it can waste capital when your bottleneck sits in welding, bending, polishing, or packing.
If labor cost drives the project: focus on loading, unloading, programming, nesting, changeover, and training. MZBNL builds machines to make complex technology simple to run, and our stated training target is to reduce operator learning from weeks to a single day. During evaluation, ask the supplier to demonstrate a new-operator workflow, not only an expert-operator demo.
If material waste drives the project: ask about nesting, remnant handling, first-part verification, and repeatability. Do not accept a general scrap-saving claim without data from your parts. The RFQ should include your tube lengths, part mix, and monthly volume.
If precision drives the project: use ISO 9013 language and sample cuts. Ask for the material grade, OD, wall thickness, laser power, assist gas, cut geometry, tolerance, burr condition, and repeatability in one report. That report gives production engineers and procurement the same evidence.
What should you check before you commit — and on the supplier?
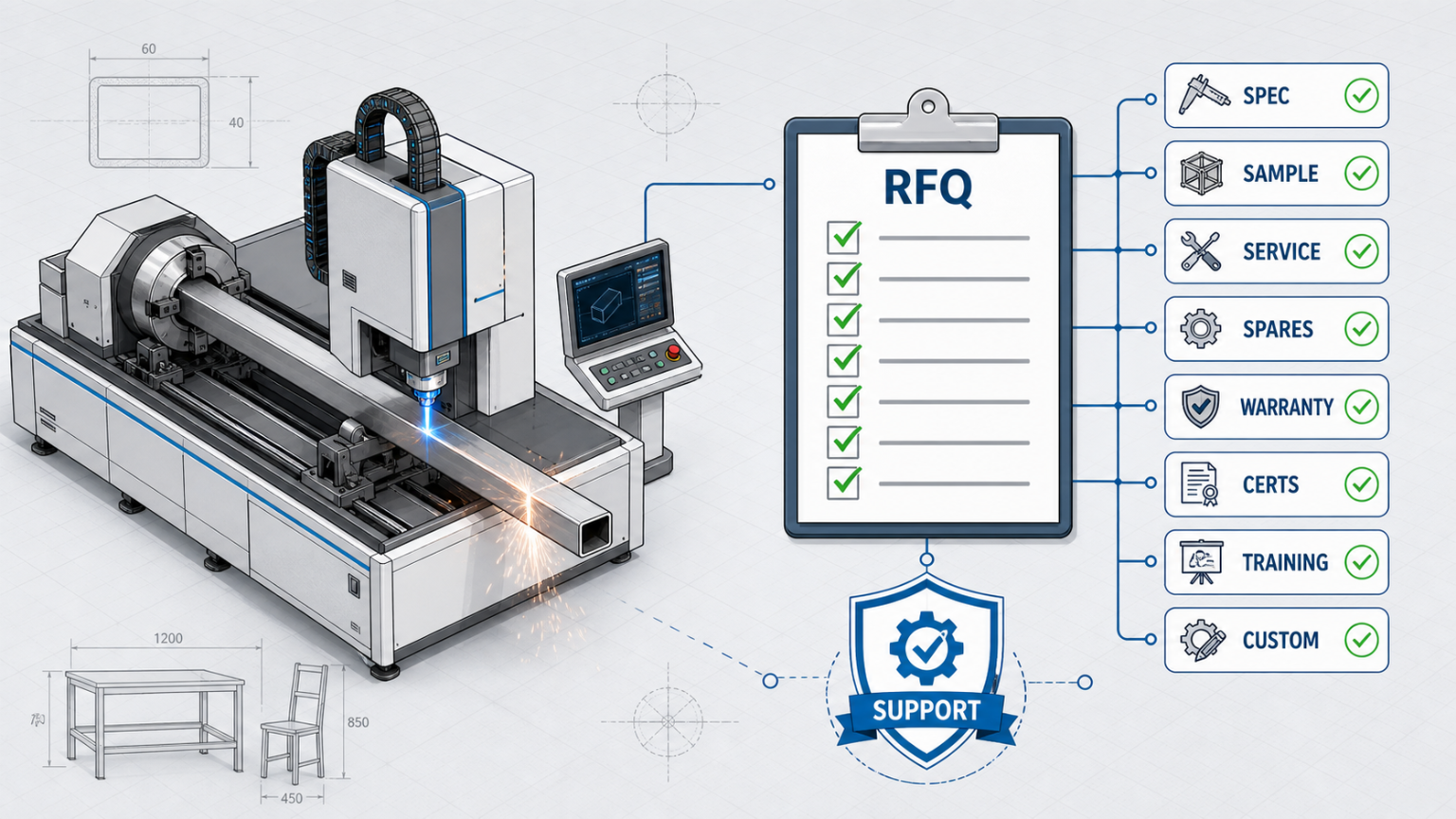
You should check the machine specification, sample-cut proof, service plan, spare parts, warranty, certification documents, training plan, and customization scope before you commit. Price matters, but an unsupported machine can cost more after installation. I look for proof that the supplier can support the machine in the buyer’s real production environment.
Lead time: Ask for the manufacturing lead time, shipment time, installation schedule, and acceptance-test date. Tie each date to the machine configuration you quoted.
After-sales support in your region: Ask who services the machine, where the technician is based, and how remote support works. MZBNL handles R&D, manufacturing, and servicing in-house, so we can connect design, production, and service feedback.
Spare parts: Ask for the recommended spare-parts list, unit prices, delivery time, and replacement procedure. A low machine price can turn into downtime if spare parts move slowly.
Warranty: Ask what the warranty covers, what it excludes, and how the supplier handles claims. Put service response expectations in writing.
Certification and safety: Ask for ISO certification from the supplier if it claims ISO status. MZBNL is ISO-certified. For laser equipment, ask how the machine addresses IEC 60825-1:2014. For machinery safety, ask how the supplier applies ISO 12100:2010 risk assessment and risk reduction.
Destination-market documents: If you sell into a regulated market, ask what local documents apply before you pay a deposit. Some buyers may need market-specific processes such as SASO/SABER, ESMA, or SNI depending on destination and product category, so confirm this with your importer, customer, or compliance adviser.
Customization: Ask what the supplier can change and what it will not change. Customization can help when your tube shape, fixture, loading flow, or software connection matters, but it can also add cost and lead time.
Sample-cut report: Ask for sample cuts on your real material and wall thickness. Use ISO 9013:2017 language where cut quality matters.
Training: Ask how many operators can train, how long training takes, and what the training covers. Our goal at MZBNL is to cut operator training from weeks down to a single day.
Acceptance criteria: Define what makes the machine acceptable before shipment and after installation. Include part drawings, material standards, sample quantities, tolerances, burr condition, and repeatability checks.
I learned this lesson on the factory floor: the best demo is not the fastest demo. The best demo uses the buyer’s tube, the buyer’s drawing, and the buyer’s operator questions.
What mistakes do buyers most often make?
Buyers most often make mistakes when they compare machines before they define the tube, the cut quality, the safety requirement, and the service plan. A laser tube cutter is not just a power rating. It is a production system that must fit the part, the operator, and the factory.
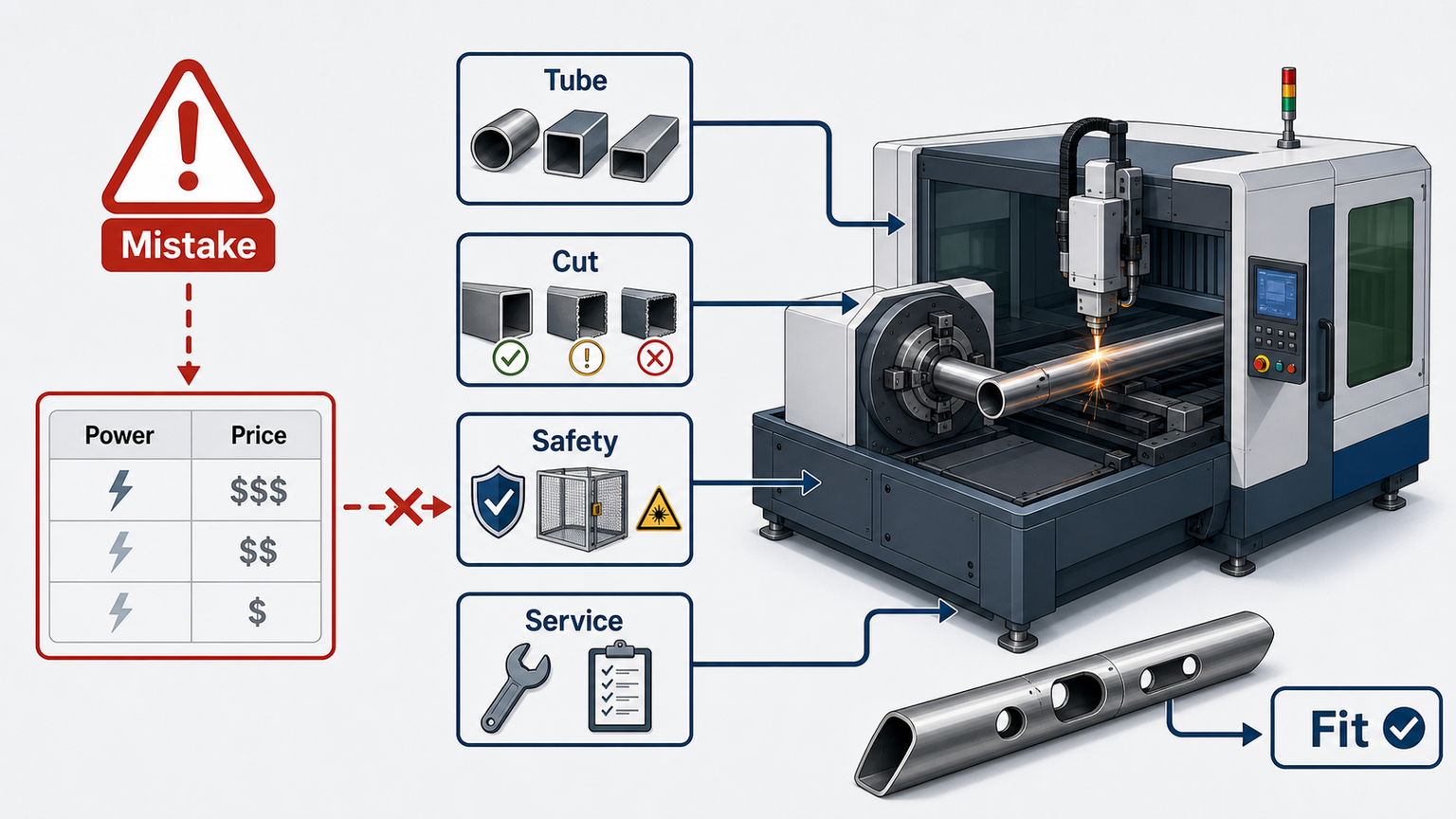
They buy maximum capacity they do not use. A larger or more automated machine can make sense, but only if your tube range and volume justify it. If your bottleneck sits in welding or finishing, the extra cutting capacity may not improve shipment output.
They use vague precision language. “High precision” does not help a production engineer. ISO 9013:2017 gives a better way to discuss thermal-cut quality, and it applies to laser cuts from 0.5 mm to 32 mm.
They forget the tube standard. ASTM A513, ASTM A554, ASTM A500, EN 10219, EN 10305, JIS G 3445, JIS G 3466, GB/T 6728, and GB/T 3094 each point to different tube expectations. Put the standard in the RFQ so the supplier cuts the right material.
They treat safety as paperwork. IEC 60825-1:2014 addresses laser product classification, labels, instructions, and hazard control. ISO 12100:2010 addresses machinery risk assessment and risk reduction. These topics affect installation, training, and daily operation.
They accept ROI claims without their own numbers. Our brief does not include a fixed payback period, labor-saving percentage, scrap-reduction percentage, or throughput increase. You should calculate ROI from your labor cost, current scrap, current output, operator count, part mix, and service cost.
Conclusion
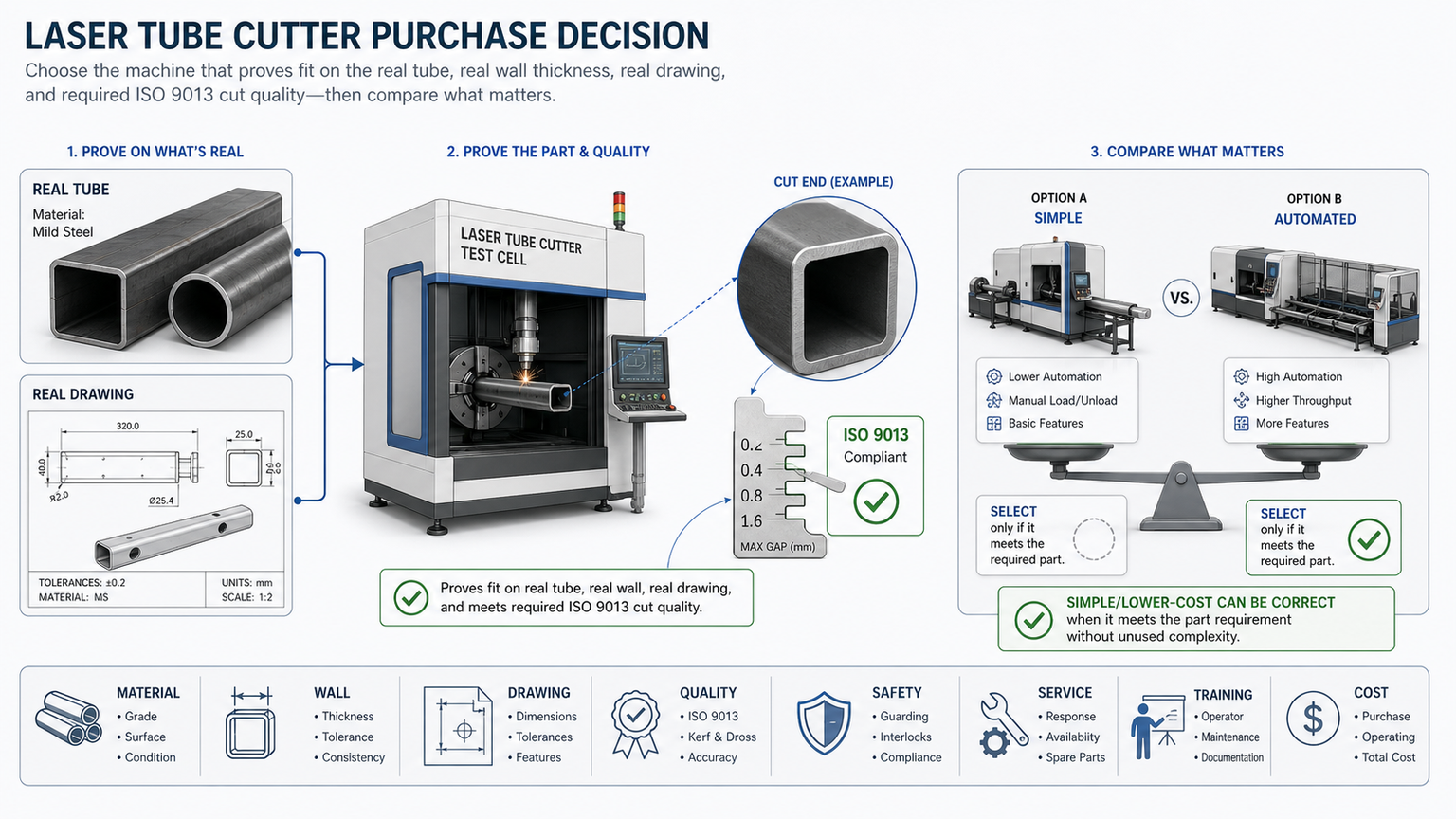
The right laser tube cutter for metal furniture manufacturing is the one that proves fit on your real tube, real wall thickness, real drawing, and real cut-quality requirement. I would start with the material standard and ISO 9013 cut-quality target, then compare automation, safety, service, training, and total cost. A cheaper or simpler machine can be the correct choice when it meets the part requirement and does not add unused complexity.
If you want a practical next step, send us your tube standard, OD or outside dimension, wall thickness, drawing, monthly volume, and target market, and we can help you shape a clear RFQ.